



机床主轴热设计研究综述
2020-4-10 来源:- 作者:-
摘要:机床的热态性能已成为影响高速机床工作性能的最重要的因素之一。主轴是机床的关键功能部件,其热态特性在很大程度上决定了机床的切削速度和加工精度,是影响机床精度提升的最重要因素。因此,在主轴的设计阶段减少机床热误差的影响,对于提高机床的热态特性十分重要。在过去的近一个世纪时间中,国内外众多学者针对主轴热设计方法开展了研究探索,基于热设计的过程可以分成三部分内容:热态特性分析方法,热设计与优化方法和热态特性试验方法。先通过主轴热态特性(如温度场分布、热变形、热平衡时间等)建模与分析获取必要的参数,然后以此为基础开展主轴结构设计优化、材料设计优化和冷却系统设计等热设计措施,获得较佳的主轴热态特性,最后通过热态特性试验来校验分析和设计优化的结果,整个过程循环直至达到满意结果为止。本文以此为脉络展开,分别探讨了三部分内容的国内外典型研究现状、主要研究内容和所存在的优缺点,并对未来的研究趋势进行了展望。
关键词:机床;主轴;热设计;热误差;热态特性
1、引 言
对于精密数控机床而言,虽然几何误差、刀具磨损等都会对其加工精度造成影响,但是主轴系统高速旋转导致主轴轴承处产生较多热量,引起主轴热伸长对机床的加工精度影响较大。大量的研究表明,在影响机床加工精度的因素中,机床外部环境和内部热源引起的热误差是数控机床等精密加工机械的最大误差源,占总制造误差的40%~70%[1-2]。
德国学者 Weck[3]在 CIRP会议上的“热误差研究的国际现状”主题报告中,大力呼吁加强研究精密机械中热误差控制技术。主轴是机床的核心部件,其性能对于机床的切削速度和加工精度至关重要,是制约数控机床精度提高的最主要因素[4]。然而,主轴的热态特性如温度场分布、热传导特性、升温特性、降温特性、热平衡时间以及热位移和热应力场分布等,易受加工环境与条件变化的影响,使得对减少误差的热补偿和热控 制工作难度增大。在实际工况下,由于难以预测温度变化和变形之间的非线性关系而导致的热误差控制问题至今未能得到较好地解决,这已成为了制约精密加工装备精度提高和精度稳定的瓶颈问题,受到了各国学者的瞩目[1,5]。目前,控制热误差的措施主要集中在以下两个方面:一是在运行阶段对机床进行热误差检测及补偿;二是在设计阶段通过热设计与优化等措施减小热误差。但是,由于温度变化和变形之间存在非线性关系,热误差数学模型难以精确建立,而且补偿模型的精度程度易受到工况环境、插补误差、试验数据以及仪器精度等因素的影响,导致对热误差的精确预测与补偿非常困难,其控制问题仍未得到完全解决;而且,热误差补偿是一种被动的事后弥补办法,其弥补范围和有效性具有一定限制。
因此,在设计阶段减少机床热误差的影响,从根本上提高机床的热态特性就显得尤为重要。通过研究主轴热态特性(如温度场分布、热变形、热平衡时间等),采取材料优化、结构优化和冷却系统设计等热设计措施,获得较佳的主轴热态特性,达到减少热误差、提高加工精度、降低实验研究和样机制作成本的目的。总的来说,机床主轴热设计主要包含三部分内容:热态特性分析方法,热设计与优化方法和热态特性试验方法。
2、机床主轴热态特性分析方法
2.1 热态特性数值模拟法研究
近年来,有限元差分法、有限体积法和有限单元法等数值模拟法成为了典型的机床热特性分析方法,如可以采用有限差分法来分析高速主轴的热生成、热应力、热传导、热漂移分析和散热以及能量分布情况等[6];采用有限体积单元法建立一种综合考虑了温度场、热变形和离心率之间相互作用的静压主轴系统热流固耦合模型[7];采用基于有限差分法的热网络法建立热阻、功率损失、对流传热等计算模型,进一步来获得主轴系统的温度场分布[8]。
然而,目前更多的是采用了有限元分析法来研究主轴系统热态特性。例如,Zivkovic等人[9]采用有限元分析法提出了一种适用于非平稳变化的温度和热变形的主轴热力学有限元模型;Uhl-manna等人[10]提出了一个综合考虑了电主轴各部件间的热源、对流、接触等复杂边界条件下的电主轴热特性3D 有限元预测模型;Zhao等[11]采用有限元分析方法模拟了温度场和热误差的变化情况,在模拟分析过程中考虑了热载荷和对流换热系数这两个边界条件。但是,该模拟过程并没有考虑不同连续介 质和连接表面之间热传导差异性;Holkup和 Kolar等人[12-13]建立了一种综合考虑温度、变形、润滑剂黏度系数和轴承刚度舒适变化的热机主轴模型,用于预测主轴上的温度分布以及轴承的刚度和接触载荷随时间的变化,如图1所示。
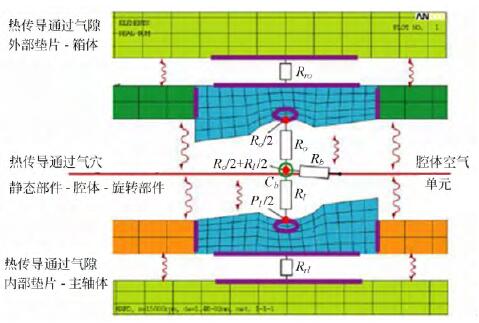
图1 主轴轴承系统有限元分析模型
轴承在主轴系统热态特性分析中是不容忽视的重要因素。美国普渡大学的 Lin等人[14]在研究了轴承预紧力、离心力和回转运动对不同转速下电主轴特性影响的基础 上,提出了一种热-机-动力学集成模型,并对主轴-轴承系统中存在的热变形引起预紧力变化情况进行了分析,如图 2 所示。Li等人[15-16]提出了一种热机模型可以用来识别高速主轴主要部件如轴承、主轴体、主轴箱等的机械性能和热态特性,同时该模型可以用来预测高速主轴的轴承刚度、接触载荷、温度以及热扩散率。陈小安等[17]建立了一种包含电主轴系统热响应和预紧方式影响的角接触球轴承热-机耦合动力学模型,在确定电主轴系统的热载和热边界条件后,通过该模型获取了电主轴的温度变化规律。冷却系统对于主轴系统的热态特性也有着重要的影响。台湾学者 Chien 等人[18]为了获得了不同热流密度值和冷却液流速对于主轴温度分布的影响情况,对带有螺旋形冷却道的电主轴进行了数值模拟仿真分析(如图3所示),并通过实验验证了分析结果。
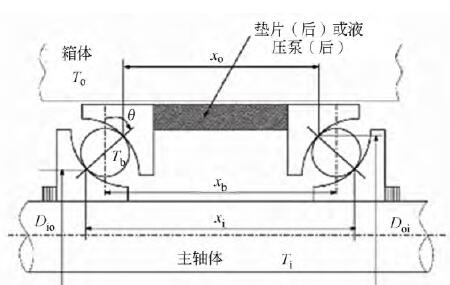
图2 热致预紧力轴承系统的组成
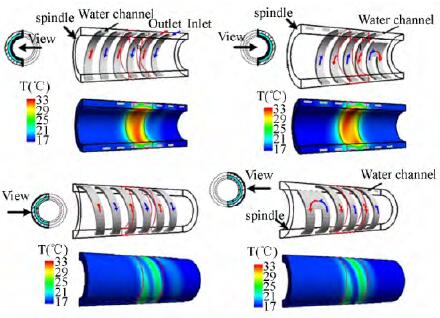
图3 主轴套筒温度场分布
此外,波兰弗罗茨瓦夫理工大学的Jdrzejewski教授及其团队在数控机床热分析方面开展了相当广泛地研究[19],如采用有限差分法和有限元法建立了混合模型来进行主轴系统特性分析[20](如图4所示);提出了一种基于运动系统部件功率损耗综合确定机床热态特性建模的新方法,当误差源和加工参数,如主轴转速、环境温度、切削功率、加工时间等确定后,可以自动计算出驱动系统所有部件的功率损耗、温度、热变形等结果[21];研究了运动过程中的离心力、回转力矩以及接触角度对于带角接触球轴承的主轴系统热变形的影响[22]等等。
在国内,上海交通大学的杨建国教授及其团队也在热特性分析与热误差补偿方面进行了大量且深入的研究,如提出了一种用热特性基本单元试验对理论模型进行修正从而得到最终模型的建模方法[23];对数控机床主轴热变形存在伪滞后现象开展了理论与实验研究,并自主研发了数控机床误差在线实时补偿系统可对主轴热漂移误差进行实时补偿[24]等。苗恩铭等人[25]提出了一种时间序列稳健性的提升方法,将时间序列算法与具有共线性抑制功能的算法相结合,通过在模型中加入温度滞后值来获得更全面的温度信息,但是该研究并没有对不同类型的机床进行研究,实验结果有一定局限性。
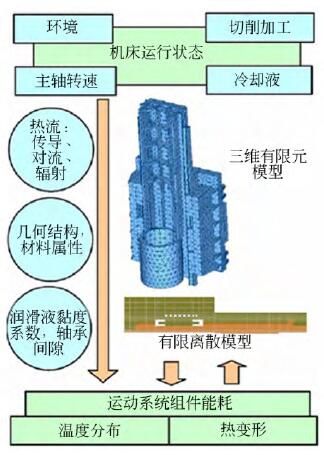
图4 主轴箱混合分析模型
2.2 接触热阻研究
主轴系统各部件之间存在很多结合面,例如主轴和轴承之间的接合面、轴承和轴承座之间的接合面、箱体和套筒之间的接合面等。现实中,接触面往往是粗糙不平的,任何固体表面之间的接触都不可能是紧密的,接触面间总会存在空隙。所以,当热流经过相互接触的表面时,由于表面接触不完全而导致热流线收束、在交界面产生明显温降所形成的热阻就是接触热阻。因此,主轴热态特性分析往往不能忽视接触热阻的客观存在。目前,赫兹接触理论和分形理论常用在建立带接触热阻的主轴热态特性分析模型上,例如Ma等人[26-28]为了提高高速主轴加工精度,建立了一种混合了接触热阻和热能与刚度变化(由轴承组件热变形引起)影响因素的电主轴三维热结构有限元耦合分析模型。该模型的接触热阻采用了分形理论来识别,其识别模型是一种带有混乱的、自仿射分形的和非平稳随机特征的轴承组件粗糙表面形态接触力学模型,如图5所示;马驰等人[29]还提出了一种几何-力学-热综合预测模型来计算结合面间的接触热导,该模型采用了 Weier-strass-Mandelbrot函数来表征 轴承 表 面 的 粗 糙形貌,利用功率谱法与粗糙表面形貌数据对分形参数进行辨识,并用接触力学模型来计算用于接触热导建模的接触参数。此外,基于分形和赫兹接触理论 Liu等人[30]提出了一种主轴-轴承-轴承座热阻网状模型,根据该模型和基尔霍夫定律,建立了热节点的热平衡方程,并利用高斯-赛德尔迭代 法求 解了主 节点的温度 值 。王书亭等[31]在研究电主轴固定和可动结合部的力-热耦合特性基础上,建立了结构界面的物理表征方法,并提出了一种考虑结合部特性的电主轴力-热耦合建模及其数值分析方法。
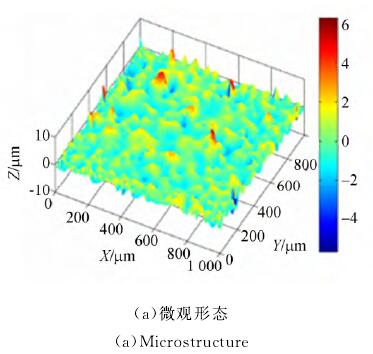
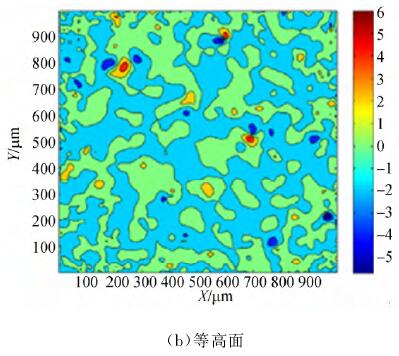
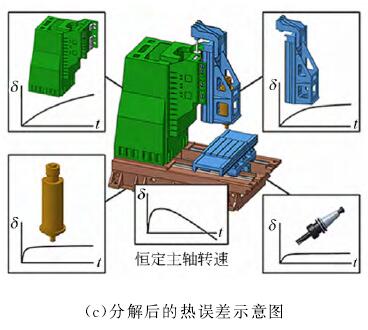
图5 利用 W-M 函数生成3D 分形表面形貌
其他学者通过将赫兹接触理论和其他理论方法相结合的方法,也开展了主轴系统接触热阻方面的探索。Wu等人[32]基于赫兹接触理论和点接触非牛顿热弹性流体动力润滑理论建立了一种主轴轴承系统的热机耦合的分析模型,在该模型内综合考虑了预载荷、离心力、回转力矩和润滑情况等因素的影响。根据该模型的仿真分析和试验研究发现轴承预载荷对于温升的影响是很大的,同时通过该模型也可以获得滚子单元和滚道之间的接触热阻以及冷却系统的对流换热系数,如图 6所示。
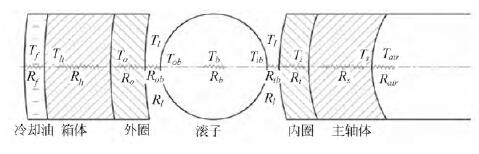
图6 沿主轴系统径向的温度和热阻模型
Xu等[33]结合接触热阻模型和有限元模型,得到了一种可以应用于大梯度温度场的计算模型。Brecher等人[34]建立了一种使用了轴对称热阻单元的外部驱动主轴-壳体热模型,对主轴的性能进行了定量地评估,如图7所示。
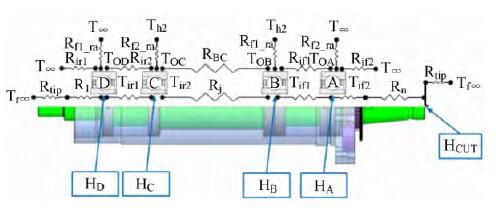
图7 包括热源在内的主轴和箱体几何定义模型[34
2.3 边界条件识别研究
主轴热态特性分析的准确性与其边界条件密切相关。其中,对流换热系数是反映着主轴各个零部件表面的对流换热强度,对于主轴热态特性分析的结果影响是非常大的。由于,对流换热系数受到流体与热交换表面间的温度差,流体的流速大小以及发生热交换表面的形状、部位和材料等多种因素的影响,其准确值难以确定[35]。目前,对流换热系数常利用相似性准则[36-37]和量纲分析法[38]进行计算,根据流体流动状态的判断,采用对应的计算准则。但是,相似性计算准则和量纲分析法仍属传统的经验公式,当环境发生变化时,采用此类方法计算出的对流换热系数值与其实际值之间常存在较大偏差。为了更为精确计算对流换热系数 Tan等[39]提出了一种适用于主轴系统热分析的多对流换热系数优化方法,该方法首先通过试验来获得主轴系统上热关键点的温度值、温度场分布情况以及热波动情况等;然后基于相似理论,通过经验公式获得用于有限元热特性分析的初始对流换热系数;最后,通过引入遗传算法来寻找更优的对流换热系数值,使得有限元分析模型结果更加贴近实际。
目前,诸多智能优化算法的出现,为主轴系统热边界条件计算这一类复杂工程问题的求解提供了新的思路。王书亭等[40]提出了一种基于遗传算法的有限模型热学边界条件确定方法。该方法应用最小二乘支持向量 回 归对样本 参 数进行辨识,结合遗传算法,实现了高速主轴有限元模型热学参数自适应辨识。文献[41]提出了一种混合响应面模型和多目标遗传算法的主轴系统有限元模型参数修正方法,对模型的热流密度和对流换热系数进行了修正,如图8所示为该修正算法的流程图。片锦香等[42]提出了一种基于人工蜂群算法的机床主轴对流换热系数优化算法,该算法研究了对流换热系数的诸多影响因素,包括流体的流速大小、热交换表面与流体间的温度差以及发生热交换的表面形状、部位和材料等。Wu[43]采用显著性检验法来计算对流换热系数,并提高其收敛速度。
此外,反问题方法也应用在了主轴边界条件的求解上。Huang等[44]提出一种混 合 了 Ansys参数化设计语言和共轭梯度法的反问题方法来估算高速主轴在 变 化工况下 的 时变热源。张延蕾等[45]采用反求法进行了对流换热系数的求解,然而该计算方法的本质仍属于试凑法,计算准确率和效率偏低。
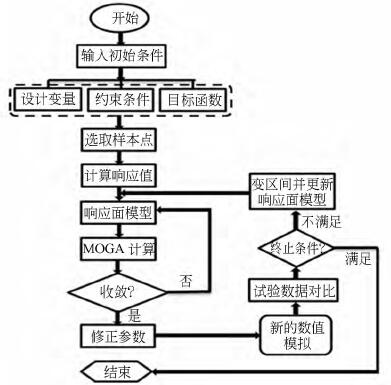
图8 热模型修正算法的流程图
3、机床主轴热设计与优化方法
在主轴结构优化设计方面,M.Mori等[46]提出了一种结合了有限元分析法和 Taguchi法的主轴系统热结构优化设计方法来达到减少分析因子组合数目、快速确定主轴箱的最佳设计方案的目的,优化控制因子如图9所示。代尔夫特理工大学研制出了一种微型带主动磁力轴承的铣床主轴,使主轴的最大转速达到了 150000r/m[47]。Mitsuishiji[48]开发出了由热致动力主动补偿热误差的机床新结构,并应用在了智能高速加工中心上。Uwe Heisel等学者[49]进行了主轴系统散热结构热特性的分析与结构优化,并通过正交实验法调整了对流换热系数而使仿真逼近实验。Bae等人[50]采用响应面法对磨床的主轴进行了形状优化设计。
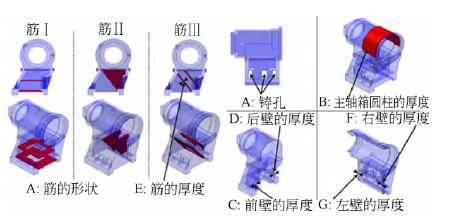
图9 主轴箱优化分析控制因子
Hong等[51]提出了一种基于本体论的主轴设计方法,该方法将人类的知识和经验与计算机的推理和计算能力集成起来用在了超精密研磨机的主轴上。该方法的设计框架是在计算机数据库和人类经验的集成基础上建立起来的,通过定义基于经验的模糊推理规则,并结合基于相似度的实例搜索方法就可以选择出合适的主轴轴承和驱动器类型;在完成几何模型和有限元模型的建立后,就可以进一步开展主轴的静态、动态和热力学性能优化,如图10所示
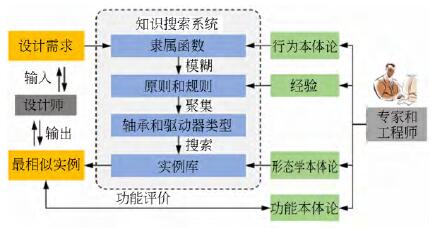
图10 基于本体论的超精密主轴设计
Liang等人[52]提出了一种主轴设计和优化系统,如图11所示。该系统是由基于有限元理论和液气静压原理的三部分组成,分别是静压轴承计算系统、自适应有限元模型和物理模型。其中,静压轴承计算系统主要计算轴承的刚度和热特性。
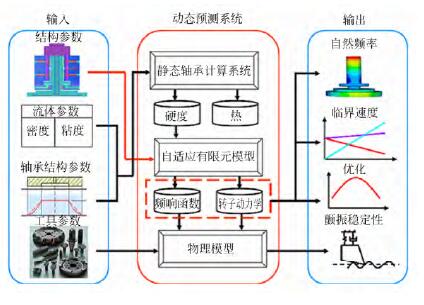
图11 主轴设计和优化系统
在冷却方式优化方面,Pavlicek等人[53]采用了 CO2冷却方式来替代原先的油冷方式,发现两者的温度场分布情况是不同的,如图12所示。通过测量装置对不同机床刀具中心点的热位移情况进行了测量,结果显示出不同的冷却方式对于刀具中心热位移存在重要的影响:当采用 CO2冷却方式代替油冷方式,在Y 向的位移减少了15μm,而 X 向的位移增加了4μm。
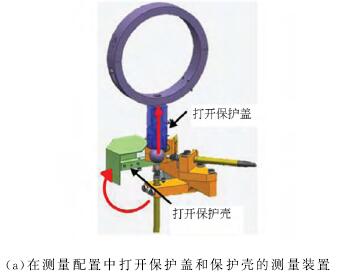
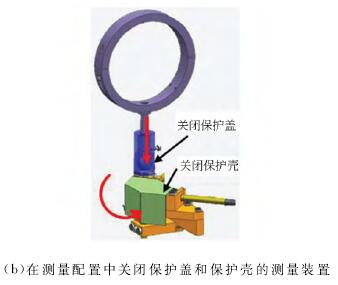
图12 CO2冷却方式
Xia等人[54]基于分形理论设计出了一种树状分型流道的主轴温控结构,如图12所示。在考虑了流固耦合传热的基础上,通过仿真分析了该结构模型流体动力学特性和热特性,并通过与传统螺旋形流道散热结构在压降损失、温度均匀性及性能系数三个方面进行了散热效果对比评价。此外,国际上众多机床企业也对热设计非常重视,如瑞士 Mikron公司[55]推出了一款智能机床,该机床具有智能热补偿系统(ITC)模块。日本大隈株式会社(OKUMA)采用可实现较高热稳定 性 的 “热 亲 和 概 念 (Thermo Friendly Con-cept)”,开发出了经长时间使用后加工尺寸偏差仅为8μm 的立式加工中心(MC)新机型“MILL-AC 561V”,并在2006年东京有明国际会展中心上进行了展示。所谓的“热亲和概念”[56],是指在尽可能减少机床产生热量的同时,对于不可避免的热量,则通过预测以及补偿的方法来消除热量带来的影响,使加工精度保持稳定。OKUMA 公司还 开 发 了 一 种 主 轴 热 位 移 控 制 功 能 (TAS-S)[57],利用这个功能可以预测并补偿主轴所产生的热量变化,如图14所示,可使机床在长时间运转中热变形控制在4μm 以内。由于这些先进机床设计技术属于企业商业机密,仅仅在网络上见过少数相关报道,并无任何学术文章可供参考,在国内仍属空白。
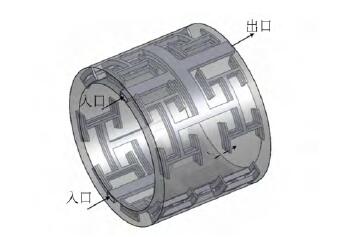
图13 基于分形流道的主轴冷却温控结构示意图
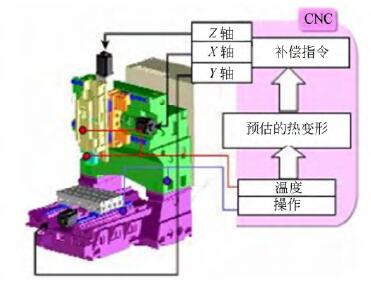
图14 主轴热位移控制功能 TAS-S
4、机床主轴热态特性试验方法
4.1 热测试平台研究
搭建准确的试验平台是校验机床主轴热态特性和热设计结果的关键。Ohishi等[58]采用了实验法研究了空气静压轴承主轴单元的温度场分布情况,还对主轴和轴承座进行了热变形测量。Jiri[59]提出了一种基于分解法的主轴轴向热误差测量的方法,该方法可同时测量主轴箱、立柱、主轴和刀具的热变形,如图15所示。
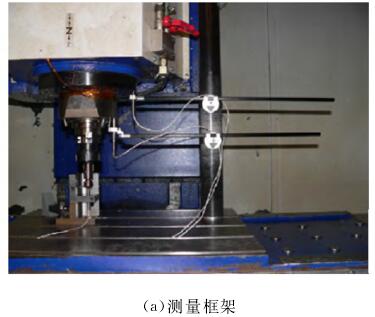
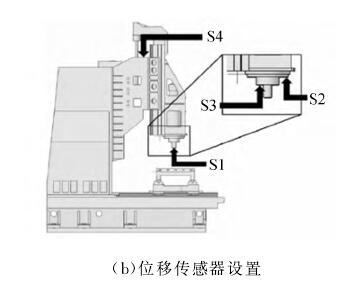
图15 分解法测量热误差
Mian等人[60]基于有限元法建立了一种线下热误差建模方法,通过该方法大大降低了建立热响应所需要的停机时间,同时也缩短了开展试验测试所需的时间。Chang 等[61]提出 了 一种热位移测量系统,该系统相对于热结构耦合模型更加直接,通过系统可以更精确地监控和补偿高速电主轴 系 统 的 热 变 形。Abdulshahed 等 人[62]开 发了一种可利用热成像相机采集数据来减少机床热误差的智能补偿系统(如图16所示),该系统采用基于灰色模型和模糊c均值聚类法的方案来识别热图像中不同组里的关键温度点。
图16 智能补偿系统框图
于长伟[63]基于温度变化敏感点数据,利用神经网络建模的方法进行建模和分析,获得了机床热误差与温度敏感点之间的内在关联和规律。阳红[64]基于机床温度和热误差试验数据,根据径向基神经网络建模精度高、泛化能力强的特点,建立了一种适用于数控机床热误差神经网络的预测模型。刘勇等[65]研制出了一种非接触式激光在机测量系统,该系统可以实现机床加工模式的切换以及对于叶片型面等复杂曲面加工精度测量,但是该系统缺乏对热误差等误差加工的实时监测。袁江等[66]提出一种基于热敏区域黄金分割布点和利用温度传感标签实现机床温度分布监测及信号无线传输的方法,如图17所示,通过该方法可以解决主轴热误差有线监测方法中存在的布线困难和温度测点布置优化问题。
此外,沈阳机床有限责任公司及其设计研究院在数控机床热实验研 究 方面做出 了 有益的贡献。仇健依据ISO 标准[67]和 ASME标准[68]建立龙门数控机床热误差测试条件,通过主轴恒转速和变转速热误差试验,分析其对主轴热误差的影响以及主轴箱温度场分布。通过研究发现,主轴箱温度和主轴热误差存在单一对应关系,温度对主轴轴向的热伸长误差的影响要远大于主轴径向的热漂移误差,而相对各坐标变形则存在热延迟和热惯性等特性。
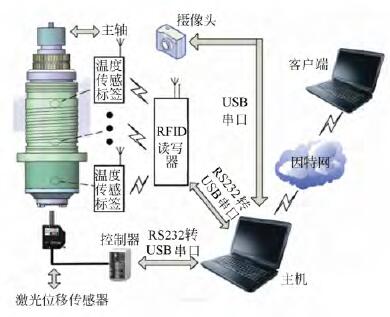
图17 机床主轴热误差监测系统
4.2 测点优化研究
以温度测点布置与优化为代表的热态特性试验方法,是目前数控机床热试验研究的热点。温度变量作为数控机床热误差补偿模型的唯一输入变量,其测点布置选择对于数控机床的热态性能测试有着非常重要的作用,对于建立高精度、高鲁棒性热误差补偿 模型更起着决定性的作用。目前,热态特性试验测点布置的常用做法是在机床的关键位置,如温度敏感点上安装若干个温度传感器,然后建立测量温度与机床主轴端部变量为函数关系的热误差补偿模型[69]。这就要求温度传感器安放位置需要兼顾最大限度地表述温度场对机床热误差的影响和各温度传感器之间的共线性干扰较小两个条件,从而实现模型的稳健性预测[70]。上述做法,在一定程度上其实是根据经验来进行试凑的过程:首先基于计算机仿真或者工程判断,将大量温度传感器安装在机床不同位置上;再采用统计相关分析来筛选出少量温度传感器用于误差建模。试凑法在一定程度上满足了测量的需要,但是该方法也导致了大量人力、时间和物力等的浪费,造成大量的传感器浪费,很多传感器测量结果并没 有用在最终热误差建模及补偿中。因此,开展温度测点优化布置理论与技术的研究,既可以减少测点数目,简化热误差建模过程和模型,更可以提高机床热态特性分析的精度。在国际上,Lo等[71]提出了一种温度测点优化算法,并在四轴车削加工中心上得到了验证。
Fraser等[72-74]采用热传导反问题方法在获得的测点温度基础上求出了热载荷,并进一步建立了可用于优化温度测点的温度 - 热误差综合模型。Veldhuis等人[75]利用相关系数法,在所建立模型精度 没有影响的前提下将 23 个测温点减少到14个。在国内,浙江大学的陈子辰教授团队[76]提出了用热耦合度和热敏感度概念来描述复杂的机床热系统,并开展了热模态试验和热平衡试验研究,为温度测点优化提供了理论依据[77]。该团队还采用了聚类法[78]、主因素策略和互不相关策略结合最小二乘法的多元线性回归方法[79]优化了机床的温度测点,在实验过程中采用五点法和无线传感技术[80]测量了机床主轴的热偏移、热伸长和热倾斜等热态特性。
杨建国教授团队[81]指出机床热变形与机床温度变化在最佳测温点 存 在线性或 近 似线性关系,即机床热变形存在伪滞后现象。对于主轴单端热源受热情况,在大约 x=0.4L 处,主轴热误差 ΔL 和温度变化 Δt之间呈近似的线性关系;对于主轴两端热源受热情况,在靠近热源端大约x=0.2L 处,主轴热误差 ΔL 和温度变化 Δt之间呈近似的线性关系。李永祥等[82]采用灰色系统,基于时序分析理论求取了温度测点数据与热变形的关联度,并对机床热误差温度测点进行了优化。此外,国内其他诸多学者也开展了测点优化研究工作。例如,Wang等[83]利用隐性变量建模方法来改善现有的建模方法,并基于该算法提出了最佳温度传 感 器的数量 确 定方法。苗恩铭等人[84]用模糊聚类和灰色关联度综合的方法对温度敏感点选择进行了相关研究;还对数控机床在主轴空转和实切状态下的热误差特性进行了比对分析,并利用模糊聚类和 F 统计量确定了最佳的分类及分类阈值,并根据温度与热误差之间的灰色关联度确定出温度敏感点,进而建立起了误差补偿模型[85]。郭辰光等[86]基于粒子滤波重采样粒子群算法建立了数控车床主轴系统轴向和径向偏转热误差补偿模型,采用灰色综合关联分析进行温度敏感点辨识,并通过五点法测试了主轴系统热误差结果,但其并没有在实际工况中进行验证,所以其对于真实加工过程时的补偿能力还有待检验。丛明等[87]采用简单相关分析,剔除掉与热误差明显不相关的测点,并对筛选出的测点开展进一步模糊聚类分析,消除温度变量间的复共线性问题;同时进行灰色综合关联度分析,判断各测点与热误差间的紧密程度;最后,根据分析结果建立了多个不同测点的热误差模型,并基于统计学理论的分析确定了关键温度变量,从而达到减少温度测点数量的目的。
5、总结与展望
本文对主轴热设计研究进行了分类与分析,从热态特性分析方法,热设计与优化方法和热态特性试验方法三个方面进行了综述,并分别提出了当今机床主轴热设计各环节中的不足之处。总的来说,虽然国内外的众多专家已从机床主轴的热态特性出发,试图通过合理的结构热设计来降低机床的热误差、提高机床的热精度,但是目前机床主轴热结构设计在理论方面,尚未形成完整的理论体系。随着现代制造业发展的发展对于机床高速高精加工的要求日益增加,热刚度已与静刚度和动刚度一起并列为机床的“三大刚度”,机床主轴的热态特性和机床主轴的静态特性、动态特性和声学特性一样成为不容忽视的重要特性。在总结前人研究的基础上,将传热学理论、计算机辅助设计技术、智能优化技术、机构仿生学等多学科较差融合,进一步研究开展有关于主轴多物理场耦合热态特性分析技术、热模型边界条件的修正技术、关键结构与尺寸的热设计与优化、热设计优劣的判据、热设计系统开发等方面的内容,将主动设计与事后热误差补偿措施双管齐下,从而形成系统化的主轴热设计理论方法和工具,为降低热误差控制难度,提升数控机床的加工精度,促进国产数控机床向高附加值的高档数控机床转型提供有意义的借鉴。
来源:
邓小雷1,2,3,林 欢2,王建臣2,3,谢长雄2,傅建中1
1.浙江大学 浙江省三维打印工艺与装备重点实验室2.衢州学院 浙江省空气动力装备技术重点实验室3.浙江永力达数控科技股份有限公司
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

