


通常采用 Inconel 或 Waspalloy 高温合金制造,这些极具挑战性的工件材料容易对切削加工造成诸多问题,特别是铣削。而在制造这类零件时,恰恰需要通过铣削来去除大量材料。
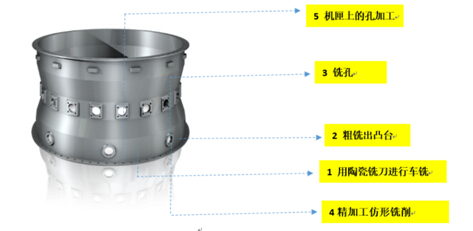

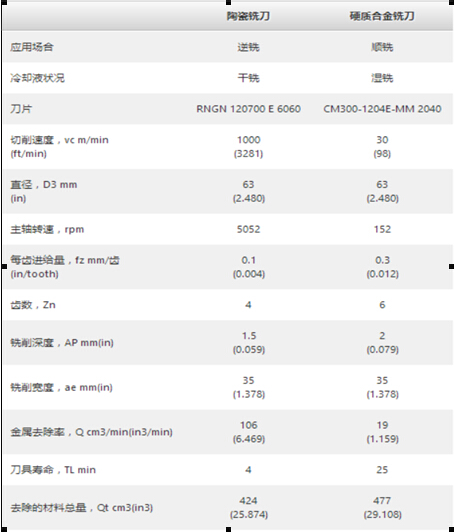
为了在此类应用中获得成功,需要对切削工艺进行精心规划。与采用硬质合金铣刀的常规方法不同,陶瓷面铣刀的切削速度可达 1000m/min,比硬质合金铣刀的金属切除率高 5 倍以上。
为了获得最佳的加工效果,请遵循我们《耐热超级合金加工应用指南》中的相关准则。


使用 CoroMill 300 圆刀片铣刀可以减少刀片切削刃的沟槽磨损并可采用更高的进给量从而确保加工安全高效。注意起始切入工件时应采用“滚入”的方式。
(3)在实心材料上用螺旋插补方式铣孔
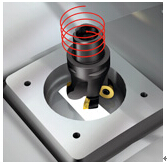
在这里,采用 CoroMill 300 用螺旋插补铣的方式加工较大直径的孔的是一种安全高效的方法。这种方法产生的切削力远低于钻削,而且能克服钻孔加工中钻入钻出工件时由于间断切削引起的问题。CoroMill 300 能够以螺旋插补铣的方式加工最小至 32 mm的孔。当然,带可乐满 Capto 接口的刀柄和内冷却设计可为加工带来更多的益处。
为了获得最佳的加工效果,建议您从一开始就与当地的山特维克可乐满代表处联系,以获得相应建议。
(4)精加工仿形铣削——壁和孔

高速加工技术的应用——小的铣削宽度和大的铣削深度,可以确保半精铣和精铣的高效率。牌号为 GC1620 的 50 度螺旋角 CoroMillPlura 整体硬质合金立铣刀特别适合这种应用场合。

用CoroDrill® 846进行钻削
我们在整体硬质合金钻头方面的最新技术进展,是专为耐热超级合金加工优化了钻尖和排屑槽的CoroDrill846钻头系列的设计。其特点是刀具寿命长,安全性高,轴向切削力小。
用Coromill Plura立铣刀精加工孔
圆弧插补铣是安全高效的加工方法:一个规格的刀具即可覆盖许多不同的孔径,从而降低了刀具库存。
用可乐满Capto CoroTurn XS进行孔口倒角
该刀具可代替缺乏柔性的非标刀具,甚至可用于所有去毛刺工序,而不仅仅只是孔口倒角。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

