



切断刀具的新规格
2017-11-20 来源:瓦尔特 作者:-
随着Walter Cut MX和GX34产品的问世,瓦尔特正在扩大切槽刀具的产品范围。
瓦尔特著于可以为全球加工客户提供高品质的铣削解决方案,然而另一个鲜为人知的不争事实是:总部位于图宾根的瓦尔特还可以为客户提供全面的车削和切槽领域的解决方案。迄今为止,瓦尔特在切槽和切断加工领域又新增了两套新产品系列。槽加工/螺纹车削产品经理Markus Stumm说:“瓦尔特现在能为客户提供卓越全面的切槽产品系列。”
得益于其产品系列的不断增加,瓦尔特多刃槽刀产品应用范围非常广泛:四刃的MX系列产品可以切断12mm直径以内的小零件,GX34系列的产品可以切断65mm以内直径的大零件;
Markus Stumm说:“我们已有的Walter Cut GX24双刃切槽刀片,是加工中等直径46mm以内零件的理想产品,这种刀片已经上市多年了,新产品系列是对我们多刃刀具产品组合的补充。因此,目前客户使用瓦尔特的标准刀具,可完成90%的切槽加工应用。”
用于“小型”另加加工的瓦尔特 Cut MX系列刀片有四个精磨切削刃口。标准系列的刀片宽度0.8~3.25毫米,切深可达6毫米。公司可以提供非标定制规格和设计,例如根据需要,采用Walter Xpress进行倒角切槽,交货时间很短。较大工件可以使用新产品系列Walter Cut GX34,加工宽度可达3~4毫米,切深可达33毫米,进一步完善了GX系列的。
瓦尔特研发工程师不仅仅在产品系列中增加新产品系列。他们的目标是,向客户提供比市面上其它切槽工具性能明显提升得多的新工具。
Markus Stumm表示:多年来,大多数的切槽刀具都存在不足,其中的一个主要问题便是可转位刀片的锁紧方式。很多锁紧方式往往操作不便精度不够、或者不够牢固。随着越来越多难加工材料的应用,这个问题越来越重要。另外,很多常见的切槽刀具的断屑、排屑和冷却效果也不理想。
作为切槽专家的共识,切断和深槽加工是特别困难的加工工艺“通常来说,为了避免刀具断裂或其它问题,这类应用的切削参数很低,我们要改善这种状况,并调整我们的刀具,达到最佳性能,例如出色的效率。而且我们已经取得了成功。”Markus Stumm充满自信地说。
新型锁紧系统:可靠、便于操作
瓦尔特研发的MX系列锁紧方式,比以前的锁紧方式更加便于操作及可靠。切向锁紧的刀片具有沿加工方向自定心功能,安装精度高。其原因之一是在刀片座上有一支定位销,这种定位销可保证刀具的安装精度及可靠性;
方便的操作避免了装错刀片即使没有经验的机床操作人员,也可简单正确的操作安装。即使在要求严格的加工环境中,安装操作也非常方便。这种固定方式的稳定性和重复定位精度都很高。这两种因素,加上精磨的切削刃,完全可以保证很精确的中心高,以及工件的平面度要求,使得加工更加可靠稳定;
Walter Cut MX可转位刀片的刀体设计可保护非工作切削刃口。如果一个切削刃断裂,其它切削刃口仍可使用。此外,同一切削刀片类型可同时适合左手和右手刀体。因此,Walter Cut MX最适合高精密小件的高效可靠加工。我们在一台瑞士自动车床上进行了大规模量产的刀具寿命试验,成功证明了这个新产品系列的潜力。工件为1.4301不锈钢管件,直径5mm,使用1mm 刀片进行切断加工Markus Stumm说:“采用全新的Walter Cut MX系统,我们的刀具寿命可延长三倍,而可靠性丝毫不减。”
GX34刀片系统的设计坚固结实,稳定性和加工可靠性都很高。Marcus Stumm补充说:“这对我们的大尺寸切断刀片特别重要,采用长刀片导向,我们还可避免加工出凸面。一般来说,切断后无需后续工艺。采用双刃刀片切断直径为65毫米的零件时,效率也很高。
新系统的加工可靠性在客户现场的加工试验中得到证实。加工行业的一家知名客户加工直径可达60毫米的渗氮钢传动轴,这些传动轴以前采用单刃系统切断,但加工可靠性差强人意。切削刃经常断裂,刀具使用寿命不确定。在不同机床上进行量产时,情况更加糟糕。因此,他们使用了全新的Walter Cut GX34。系统具有出色的稳定性,可降低加工振动。因此,进刀量可增加30%,刀具寿命延长100%。这种结果已经通过长期测试得到证实。
精密冷却使切削参数翻番
所有Walter Cut系列的刀具都采用高效精密冷却,新产品也不例外。冷却液直接喷射向切削区域,可保证最佳的冷却效果以及很高的生产效率。“对于ISO-S材料,我们可使用针对性的高压冷却方式,使切削速度增加一倍,而刀具使用寿命保持不变。”
刀杆采用的精密冷却设计,其冷却液压力为10~80巴。微型应用(例如医疗技术)所用的Walter Cut MX切槽刀具,设有一个大的冷却液出口。GX24和GX34刀具在刀杆上有两个冷却液出口。因此,无需手动校准,系统具有前刀面后刀面同时冷却。Markus Stumm说:“第二股冷却液直接对准后刀面,可再次大大改善冷却效果。”
精密冷却对切屑成形也有积极效果。由于断屑可通过冷却液控制,所有切屑相对较短。此外,采用两股冷却液,可形成一层均匀的润滑膜,切屑很容易从槽口排出,摩擦力小。因此,加工可靠性高,表面质量好。总之:加工成本低、效率高、性能非常出色。
图片资料(图片提供:瓦尔特公司):
图片1:Markus Stumm

图文说明:瓦尔特槽加工/螺纹车削产品经理Markus Stumm
图片2:Walter Cut GX34-R
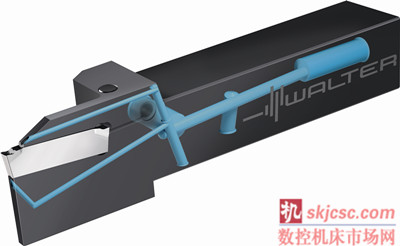
图文说明:用于较大工件的新系统Walter Cut GX34,具有2个刃口加工宽度可达3~4毫米,切深可达33毫米。
图片3:G3011-P、G1011…GX24-P、 G1011…GX34-P
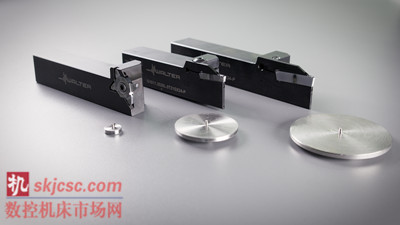
图文说明:多刃切断Walter Cut刀具产品系列一览:G3011-P、G1011…GX24-P、 G1011…GX34-P。
图片4:Walter Cut – MX, G3011-P
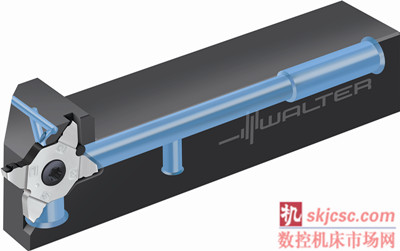
图文说明:所有Walter Cut系列的刀具都采用高效精密冷却:冷却液直接喷射向切削区域,可保证最佳的冷却效果以及很高的生产效率。
图片5:带有精磨切削刃口的Walter Cut MX

图文说明:带有四道切削刃口的Walter Cut MX可转位刀片。较宽的接触面,可提高稳定性,固定销可保证精准对齐。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

