



四种辅助气体对激光切割镀锌板的影响
2017-6-12 来源:辽宁科技大学应用技术学院 作者:高亮,陈宇翔,苗露
摘要:为了研究镀锌板激光切割工艺,开展了 Nd:YAG 脉冲激光切割机切割厚度是0.5mm 的热镀锌板的工艺实验,使用了氮气(N2)、氧气(O2)、氩气(Ar)和空气四种辅助气体。分别使用激光电源的不同工艺参数,包括输出电流、脉冲脉宽、脉冲频率等,通过多次实验测出最佳工艺参数,氮气(N2)的最佳工艺参数为电流160A、脉宽1ms、频率60Hz、加工速度400mm/min;氧气(O2)的最佳工艺参数为电流140A、脉宽0.8ms、频率50Hz、加工速度450mm/min;Ar能切开但挂渣较多的工艺参数为电流170A、宽1.2ms、频率65Hz、加工速度300mm/min;空气的最佳工艺参数为电流160A、脉宽1.0ms、频率65Hz、加工速度300mm/min。通过测量切缝宽度以及观察挂渣量的多少,判断切割质量,得到结论:氧气适用切割较厚镀锌板,氮气适用切割薄镀锌板,氩气切割镀锌板效果不佳,针对本次实验,空气切割质量最好。
关键词:激光器;激光切割;镀锌板;工艺参数;缝宽
0.引言
因镀锌层在钢铁表面具有物理屏蔽及电化学保护作用[1],所以镀锌板具有良好的耐腐蚀性[2-3],被广泛应用在电力、建筑、交通、化工等领域[4-6]。尤其是在汽车领域里,使用超高强度的镀锌板可以大幅度提高车身耐腐蚀性能,提高 汽车的使 用 寿 命[7]。传统机械切割技术切割镀锌板对镀层具有破坏作用,而且不易实现复杂情况的切割[8]。激光切割技术具有切割速度快、切缝窄、工件无变形、灵活性等优点[9-10],广泛应用在工业加工领域[11]。目前,国内激光切割应用范围正在不断扩大,已达几十个领域,其中最具有代表性、应用最为广阔的是汽车制造业。据估计,约有60%的汽车零部件可以通过激光切割来提高质量[12],包括汽车焊接用到镀锌板的切割,但国内研究镀锌板切割文献几乎没有。镀锌板焊接质量的好坏主要取决于切割过程是否存在挂渣、过烧现象、切割缝宽大小以及对镀锌层的影响,所以研究激光切割影响光能量的因素对切割镀锌板质量好坏具有重要意义。
影响激光切割的因素很多,如激光聚焦的透镜焦距、加工对象对激光的吸收波长、决定能量大小的输出功率、脉冲输出功率的比例和频率等。除此以外,从喷嘴向被加工件喷射的辅助气体对加工质量及加工性能也起着重要的作用[13-14]。
本文从Nd:YAG脉冲激光器的输入功率、频率、脉宽、加工速度等几个方面研究激光切割镀锌板工艺实 验。分别使用四种辅助气体(依次是氮气(N2)、氧气(O2)、氩气(Ar)和空气)下的不同工艺参数,进行多次切割实验,通过 塞尺测量每组切缝宽度,绘制出数据相对应的图片,观察挂渣量多少进行比较分析数据,从而得出结论。
1.实验方法
1.1 实验设备
实验采用固体 Nd:YAG激光切割机,见图1。其型号是JHM-1GY-300B。参数为激光波长1.06μm,激光额定平均功率300 W,激光脉冲频率1~200Hz(可调),激光脉冲宽度0.1~20ms(可调),聚焦镜焦距f=75mm,聚焦光斑直径0.3~0.6mm。四种辅助气体为氮气(N2)、氧气(O2)、氩气(Ar)和空气。
图1 Nd:YAG 激光切割机
1.2 实验材料
实验所用材料是热镀锌板 DX51,材料的尺寸为150.0mm×133.0mm×0.5mm,实验的切缝长度22mm。切割材料板如图2所示。
图2 DX51镀锌板
1.3 实验结果与分析
1.3.1 实验方法及结果
实验分别使用氮气(N2)、氧气(O2)、Ar和空气四种辅助气体,每组辅助气体下通过调节激光器的输出电流、频率、脉宽以及工作台的加工速度,依次取十组值进行切割实验,每道切缝均用塞尺测量宽度,然后使用 Origin 画出宽度随电流的变化曲线、宽度随频率的变化曲线、宽度随脉宽的变化曲线、宽度随加工速度的变化曲线,结果如图3~图6所示。
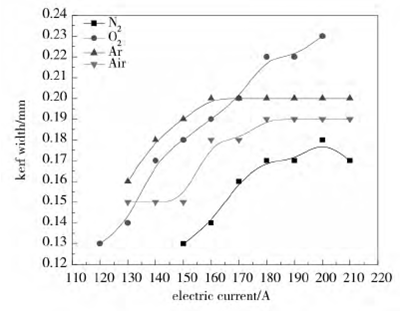
图3 不同电流下的切缝宽度
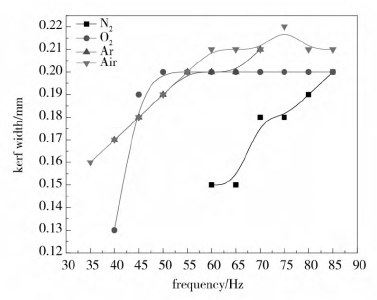
图4 不同频率下的切缝宽度
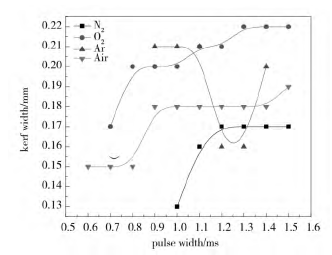
图5 不同脉宽下的切缝宽度
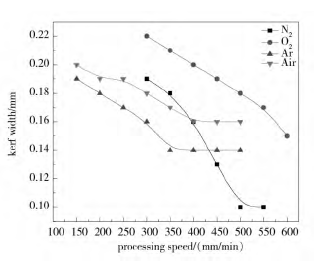
图6 不同加工速度下的切缝宽度
这里针对此设备定义新的激光器参数,焦相点即激光切割机喷嘴与工件表面贴合住,往上移动的相对距离。因为设备实际焦点不易确定,本实验取焦相点,进行每次实验之前都调节焦相点,大小均为0.75mm,所以可认为每次实验的离焦量相同。
2.结果分析
2.1 共同规律
从图3~图6可看出,增大电流、频率、脉宽,减小加工速度,都能增大切缝宽度。这是因为增加输出电流、频率、脉宽,减小加工速度即是增加了单位面积上激光器的输出能量,即增大激光功率密度,照射工件表面使其热量累积,熔化的切缝宽度会增大,但增大到一定程度时,趋于不变,因为此时影响切缝的变为光斑直径,离焦量相同时,其光斑直径基本一致,所以切缝宽度趋于不变。
2.2 不同规律
2.2.1 使用氮气(N2)作为辅助气体切割
如图3~6所示,其切割切缝最窄,但需要阈值能量较大。因为氮气(N2)主要作为保护气体,能够吹除熔渣,趋于不变的参数相对氧气较大,实验测得最佳工艺参数为电流160 A,脉宽1ms,频率60Hz,加工速度400mm/min。
2.2.2 使用氧气(O2)作为辅助气体切割
如图3~图6所示,氧气(O)切割,切缝最宽,切割阈值能量比较低。因为氧气具有助燃效果,切割镀锌板需要能量相对其他气体的需要能量小,但其燃烧产生热量大,所以切缝宽度较大。
实验测得最佳工艺参数为电流 140 A,脉 宽0.8ms,频率50Hz,加工速度450mm/min。
2.2.3 使用氩气(Ar)作为辅助气体切割
如图3~图 6 所示,需要输出能量较大。因为氩气(Ar)作为惰性气体,主要起到保护气体的作用,但其保护性能不如氮气,熔渣吹除困难,由于挂渣量太大,实验中塞尺不易测得数据,测得数据不够准确(如图5曲线所示)。所以即便是能切开,其切缝挂渣太多,后续工艺处理更加困难。
实验测得氩气(Ar)作为辅助气体能切开(挂渣量大)的工艺参数为电流170A,脉宽1.2ms,频率65Hz,加工速度300mm/min。
2.2.4 使用空气作为辅助气体切割
如图3~图6所示,切缝宽度位于氮气(N2)和氧气(O2)之间。因为空气均含有这两种气体,既能起到助燃效果,也能起到保护气体的作用,本次实验使用空气吹除熔渣效果也是最好的。
实验测得最佳工艺参数为:电流 160 A,脉 宽1.0ms,频率65Hz,加工速度300mm/min。综合以上分析,针对镀锌钢板的激光切割技术,随着激光功率密度的增大,切 缝宽度会 相 应增大。镀锌层在激光切割开始会产生锌等离子体,吸收激光能量,激光能量太弱,则钢板不易切开,会在钢板表面产生大量黑色物质,属于锌蒸气冷凝的结果。取工艺参数为相同辅助气压0.4 MPa,加工速度 300 mm/min,电 流 170 A,脉 宽 1.0 ms,频率60Hz,焦相点0.75mm,在四种辅助气体下分别进行一次实验。实验切割图片金相显微照片如图7所示,其中,氩气因挂渣过多未切开。通过塞尺测量缝宽,测量结果如表1所示。
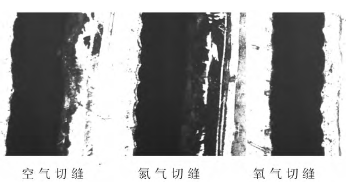
图7 三种辅助气体切缝金相显微对比(a)空气切缝 (b)氮气切缝 (c)氧气切缝
表1 相同工艺参数下不同辅助气体的缝宽

由图7和表1可见,氩气(Ar)切割质量较差,挂渣量太多,导致无法测量切缝宽度,所以氩气(Ar)不适用于镀锌板激光切割的保护气体;氧气(O2)切缝最宽,切割挂渣量较小;氮气(N2)切缝最窄,但挂渣量较大;本次镀锌板厚度是0.5mm,属于薄板切割,所以氧气切割容易,切缝较宽,因为氧气具有助燃效果,更适用于厚板切割。本实验设备最厚能切割2mm 的镀锌板,而本次针对0.5 mm 厚镀锌板切割实验,氮气作为辅助气体时切缝最窄,空气切缝宽度适中,挂渣量是四种气体中最少的,原因是空气中即有氧气可以助燃,也具有氮气,能起到保护作用,吹除熔渣效果较好。
3.结论
激光切割镀锌板属于热切割的一种,由于镀锌层的影响,相对其它钢板,需要的激光能量较大。相对其他切割方法,激 光切 割对 镀 锌层的破坏不大。通过实验可见如下结果:
(1)增加激光器电源输入的电流、脉宽、频率,以及减小加工速度会增大工件表面的光功率密度,从而增大了激光切割镀锌板的缝宽。
(2)氧气(O2)切割镀锌板,具有助燃效果,切割能力最强,切缝宽度相应较大,对于厚板的切割适用。针对实验所用的机器,最厚能切2 mm 厚度的钢板。
(3)氮气 (N2)切缝最窄,适用于薄镀锌板的切割。
(4)氩气(Ar)作为辅助气体,切割需要能量较大,切割挂渣量较多,效果不佳。
(5)空气作为辅助气体,其切缝宽度在氧气(O2)和氮气(N2)间,需要能量相对也不大,而且挂渣量是四种辅助气体中最少的,所以本次实验,空气作为镀锌板切割的辅助气体,切割质量最好。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

