



激光切割工艺参数对切割樟子松切缝效率的影响
2017-3-27 来源:北华大学 作者:赵洪刚,刘彦龙,孙耀星,乐 磊,吴俊华
摘要: 激光加工在木材加工中的应用越来越广泛,具有传统机械加工不可比拟的优势。影响激光切割木材效率的因素主要有切割机参数和工件的性质,由于木材的性质很复杂,并且激光切割时的镜头高、功率、切割速度等参数具有交互作用,造成三因素同时作用的显著性不明显,使激光切割木材的效率不易控制。为获得更理想的切割效率,对激光切割木材的工艺参数进行了试验研究。为了减少各种因素交互作用的影响,细化加工参数,分析镜头高和功率二因素对切割缝深的影响程度,以樟子松为例,采用二因素完全随机重复试验方法,在切割速度一定的条件下( v =100 mm/s) ,确定镜头高和功率对缝深的影响。通过方差分析以及多重比较分析,确定合理的参数为功率41. 6 W、镜头高 6 mm,或者功率 65 W、镜头高 6. 5 mm。在此条件下可得最大切割缝深为 4. 5 ~ 6 mm。
关键词: 樟子松; 激光切割; 切缝深度; 镜头高; 激光功率; 木材切割速度
使用传统的木工机械加工木制品工艺复杂,激光加工作为新工艺,应用越来越广。激光发散度小,相干性好,激光束通过聚焦后形成很高功率的热源。激光切割木材就是木材受到聚焦后的高能热源———激光束照射,使木材在很小的体积内温度急速上升,达到熔化、气化,以致材料被穿透[1 - 3].
激光加工以其独特的性质在木材加工( 特别是锯切) 中显示其优点: ①材料浪费少,激光切割切缝宽度一般小于 1 mm,如果参数选择合理,可以达到 0. 1 mm 左右,而锯切锯路宽通常为 2.5 ~5 mm; ②环境污染小,激光切割噪声极小,无粉尘,而传统木材加工不仅需要安装除尘设施,尖锐刺耳的噪声还给工人的身心健康带来很大的危害; ③激光切割是非接触加工,无切削力,工件无变形,切割精度高,速度快; ④无需刀具,甚至不需要夹具,机床通用性好,生产成本低; ⑤工人劳动强度低,安全性高。但激光加工也有一些缺点,如烟雾稍大、有微量辐射、参数不当甚至易引发火灾从而需注意安全。通常切割深度不宜超过 30 mm,不适合凸凹程度较大的立体加工; 有烧蚀现象,平面影雕效果一般。目 前 对 激 光 加 工 木 材 的 研 究 相 对 来 说 较少[4 - 7],如果激光切割参数选择不合适,激光加工的优势效果就不能充分发挥。因此,笔者以樟子松为例,研究激光切割木材过程中参数的合理选择对切割效率的影响。
1.材料与方法
1.1 试验设备及材料
设备: CO2激光切割机 CMA1390 型,最大切割尺寸1 300 mm × 900 mm,激光发生器功率 130 W,工作输出电流 50 m A,整机总功率 1. 25 k W,切割速度 800 mm/s。系统支持软件及版本: Smart Carve4. 3。细木工带锯机和带移动工作台锯板机,砂光机,体视显微镜( OLYMPUS - SZX16) 。材料: 樟子松( Pinus sylvestris) 木材,干材,试件尺寸 1 000 mm × 90 mm × 10 mm。
1. 2 试验目标及方法
激光切割的工艺参数较多,有镜头高、最大和最小功率、气流、喷嘴直径等[8 - 11]。切割效率包括切缝深度( 缝深) 、切割速度等。切口质量也包含很多方面,如切缝的宽度和均匀程度( 缝宽) ,切割的角度、切口的平整度、烧蚀程度等,此次研究试验目标定位为切透 5 mm 厚板材确定合理的工艺参数。因此主要研究激光加工切割参数对缝深指标中顺纹切割,即 0°角切割的影响。在前期激光切割木材试验中发现,不同切割角度对缝宽、烧蚀程度等切割质量有一定的影响,而对缝深的影响却很所以此次研究忽略切割角的影响,以确定合理的切割参数。
在切割速度一定的条件下,主要测量激光切割机切割工艺参数中镜头高( 指镜头到试样的距离,该参数反映了激光聚焦效果,即功率密度) 和功率对工件切割效率中主要参数缝深的影响。镜头高对切割效率及质量影响均较大,镜头高合适时,聚集效果好,光束细,功率密度大,切口缝宽小,切割深度也会较大,而且切口处木材气化迅速,对切口附近的影响区域小,烧蚀程度也小。为避免自行设置加速度对机器部件的影响,均采用机器默认加速度。为减少切割过程中启动和停止加速度对切割速度变化的影响,要求切缝有一定的长度,设定每条切缝长度为 100 mm,顺纹切割。
前期研究,功率、速度、镜头高三因素中单一因素作用显著性明显,特别是镜头高具有明显的显著性,次要影响因素是速度,然后是功率。但三因素具有交互作用,三因素同时作用时显著性不明显[12]。所以采用二因素完全随机等重复试验方法设计试验[13]。此次研究是制作拼花地板的前期研究工作,根据前期研究基础[12],功率达到 78 W 时烧灼程度较大,为不影响拼花地板的艺术效果,烧灼程度不宜过大,同时根据优先数系的选择规律,选择激光功率( 因素 A) 的水平 A. 为 13 W、A. 为41. 6 W、A. 为 65 W 作为最大功率,为了减小起止位置激光头运行加速度造成速度不均匀的影响,选择对应水平的最小功率分别为 6. 5、26、39 W。镜头高过小或者过大,除了烧灼现象显著,缝深和缝宽变化也非常显著,而且镜头高过小,产生的烟雾会在没有来得及被抽风机抽走的时候对镜头产生一定的污染。同时需保证后续数据处理中方差分析所需的自由度数目限制,所以镜头高( B) B1,B2,B3,…,B16分别取值为 3. 5,4. 0,4. 5,…,11 mm。
2.结果与分析
2.1 试验初步分析
在测量中发现,即使是同一条切缝,缝深也有差别,通常在 1 mm 以内,个别的差值达到 2 mm( 按粗大误差剔除) 。经过仔细观察运行时的切割状态,认为这是由于机器部件在启动和停止时不可能骤停骤止,由于加速度的存在,使激光管在运行过程中的切割速度并不是绝对匀速的,特别是当切缝较短、切割速度较快时,缝深不均匀现象更明显。另外,启动处缝深较大,停止处缝深较小,说明在Smart Carve 4. 3 中设置加工路径对切割状态也有影响。因此,切割切缝时注意不要太靠近两端。切缝首末两端有时有被切透的小孔,加大最大功率和最小功率的差值会减少这种现象,但最大功率和最小功率差值不宜超过 20% ,通常取 10% 左右为宜,否则会加大缝深不均匀现象,对激光管寿命产生一定程度的影响。
在体视显微镜下观察和测量的缝宽和缝深状态见图 1。缝宽边缘有烧灼现象,缝深一般呈 V 形,镜头高为 7 mm 左右时缝宽上下差别小,而镜头高过大或者过小会使切缝的 V 形非常明显,缝宽也增加,炭化现象明显。此次研究只讨论镜头高和功率对缝深的影响,对其他因素的影响忽略。
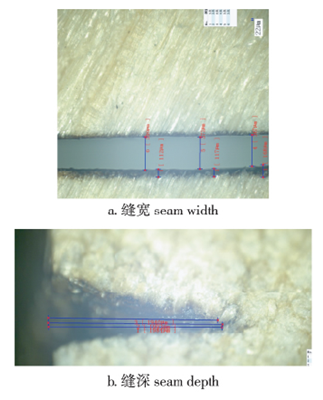
图 1 切割试样状态
2.2 试验数据处理及方差分析
由于影响激光切割樟子松的主要因素是镜头高,所以应该先确定合适的镜头高,为突出显著性,选择镜头高和功率作为二因素。因此,令速度一定( 由于此次研究目标是制作拼花地板,需要达到一定的切割深度,因此取切割速度 v = 100 mm/s) ,改变镜头高和激光功率,建立二因素完全随机等重复试验模型[13]。激光功率、镜头高交互作用对缝深的影响见表 1。
对表 1 中数据进行方差分析,结果见表 2。
表 1 镜头高和激光功率二因素作用对切割樟子松缝深的影响
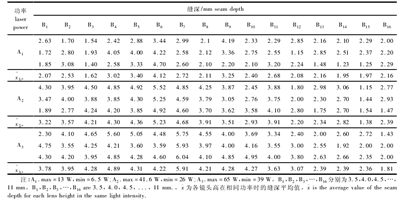
表 2 不同镜头高、功率作用下的缝深方差分析
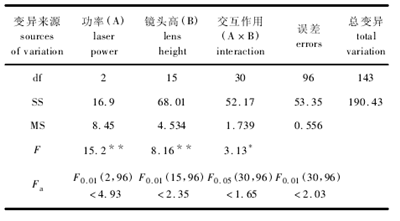
从表 2 可以看出,功率和镜头高对缝深的影响均为极显著,镜头高比功率对缝深影响程度大,镜头高和功率二者交互作用显著,但交互作用的影响程度比单一因素的影响程度小,所以在确定切割参数时,应该固定某一因素,然后调整另一个因素,如从此次试验看,应该先确定合理的镜头高范围,然后确定合理的功率范围。
由于镜头高、功率以及它们的交互作用均显著,可采用 SSR 法进一步处理,其多重比较结果表明镜头高与功率的交互作用为 A3B7( 即功率取65W,镜头高取 6. 5 mm ) ,或者 A2B6( 即功率取41. 6 W,镜头高取 6 mm) 时,较为合适,可得最大切割缝深为 4. 5 ~ 6 mm。这与一些研究者得出镜头高为 2、5 mm 或 者 7. 5 mm 合 适 的 结 论 不同[14 - 16],笔者认为这是由于试验条件的不同所致,这也体现了激光切割木材的复杂性[17]。
3.结语
1) 功率和镜头高对缝深的影响均极为显著,镜头高比功率对缝深影响程度大,镜头高和功率交互作用显著,但交互作用的影响程度比单一因素影响程度小。
2) 在速度 100 mm / s 时,确定切割缝深合理的参数是功率 41. 6 W、镜头高 6 mm,或者功率 65 W、镜头高 6. 5 mm,切割缝深可达 4. 5 ~ 6 mm。由于各种木材性能的差异和各种参数的交互作用比较复杂,尚需进行进一步的研究。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

