



驱动式滚切铣削机理分析及其刀具
2017-1-5 来源:北京理工大学机械与车辆学院 唐山学院 作者:李慎旺 王西彬 解丽静
摘 要: 为了对驱动式滚切铣削及驱动式滚切铣刀进行深入研究,在充分分析滚切加工特点的基础上,提出了以滚切速率比表征滚压和切削的比例关系,结合滚切速率比对驱动式滚切铣削的加工表面质量、刀具后刀面接触滑动速率、驱动式滚切铣削的铣削力的机理进行了研究. 得出了驱动式滚切铣削本身特有的切削规律,并依据这些规律提出了驱动式滚切铣削加工的硬件实现形式“内驱动式滚切铣刀”. 结果表明:内驱动式滚切铣刀(又称难加工材料专用铣刀)既能够根据待优化参数的要求在机加工前调节滚切速率比的值,又能够在机加工过程中保持调节好的滚切速率比的值稳定,相对传统的自滚切刀具具有很强的优势.
关键词: 滚切加工; 驱动式滚切铣削; 滚切速率比; 切削力; 内驱动式滚切铣刀
滚切刀具(回转刀具)上装有圆形刀片,在切削过程中,圆形刀片一边随着刀体作走刀运动,一边绕其自身轴线作回转运动. 当圆形刀片的转动是由外加动力来驱动时,称为驱动式滚切刀具( drivingrotary tool,DRT);当圆形刀片的转动是由工件和刀片之间的相对运动来驱动时称为自滚切刀具(selfpropelledrotary tool,SPRT)[1] . 由于滚切刀具的圆形刀片在切削过程中连续旋转,使其不仅具有斜角切削的特点,而且刀片后刀面的棱带还具有滚压作用,因而能极大地提高刀具耐用度、加工生产率和表面质量.
近年来,由于高硬度、高强度、高耐磨性能的切削加工性差的难加工材料不断出现,自回转刀具独特的结构和运动行为,能在不降材料去除率的情况下,加工表面粗糙度得到减小,刀具耐用度得到几倍至几十倍的增加[2] . 因此,引起了很多学者对自回转刀具加工难加工材料[3-9] 的切削加工研究的兴趣.这不仅促进了传统金属切削的革命,也带动了新技术、新理论的发展.
分析已有的研究滚切加工的理论、技术、文献发现:研究滚切车削的多[1-13] , 而研究滚切铣削的少[14-15] ;研究自滚切加工的多[1-8,14-15] ,而研究驱动式滚切加工的少[9-13] ;而驱动式滚切加工的研究都集中在驱动式车削加工[9-13] . 事实上从现有文献看,还未发现驱动式滚切铣削及驱动式滚切铣刀方面的深入研究. 本文分析了驱动式滚切铣削的理论,得出了驱动式滚切铣削本身特有的切削规律,并依据这些规律提出了驱动式滚切铣削加工的硬件实现形式“内驱动式滚切铣刀”.
1.驱动式滚切铣削的滚切速率比k
图1 为滚切铣削加工示意图,图中圆形刀片随铣刀刀盘以转速n 作走刀运动的同时绕自身轴线以转速nt旋转完成对工件的加工. 圆形刀片切削刃上一点随铣刀刀盘作走刀运动的切削速度大小为v(v = nR,R 为铣刀刀盘回转半径),圆形刀片切削刃上一点绕自身轴线旋转的旋转线速度大小为vt(vt = ntr,r 为圆刀片半径).滚切加工是滚压和普通切削结合的加工方法,圆形刀片在切削过程中连续旋转,使其不仅具有斜

图1 滚切铣削加工示意图
角切削的特点,而且刀片后刀面的棱带还具有滚压作用. 因此,本文根据滚切加工这个特点定义圆形刀片的旋转线速度大小vt与切削速度大小V 的比值为滚切速率比k,即

滚切速率比k 是表征滚压和切削的比例关系的一个系数,驱动式滚切速率比k 不但具有可观、可测等特点,而且还与滚切加工其他参数(如工件表质量、刀具后刀面接触滑动速率、切削力)有着密切的关系.
如图1 所示,滚切加工圆形刀片上一点的刀具轨迹为周期为2π 的变升角的螺旋线,而刀具前刀面的实际工作面为螺旋面,刀具螺旋线的螺距p 的计算式为

由式(2)可知,滚切速率比k 越大则滚压螺旋线的螺距p 越小,而滚压螺旋线的螺距p 越小圆形刀片上一点的刀具轨迹线越密,圆形刀片后刀面的棱带对工件加工表面滚压作用越好.
2.驱动式滚切铣削的刀具后刀面接触滑动速率
图2 为驱动式滚切铣刀的各速度之间的关系图,其中vt 为圆形刀片的旋转线速度;v 为切削速度;ve为后刀面与工件的相对摩擦速度,其数值越大则刀具后刀面接触滑动速率越大.λs为安装刃倾角,驱动式滚切铣刀安装后确定的刃倾角λs 与制造无关,故称为安装刃倾角,驱动式滚切铣刀的安装刃倾角λs 为圆形刀片的切削刃平面与铣刀回转中心连线的夹角,如图1、2 所示.由图2 可知,


图2 驱动式滚切铣刀的各速度之间的关系


3.驱动式滚切铣削的切削力与滚切速率比k的关系及仿真
3. 1 驱动式滚切加工的切削力与滚切速率比k 的关系的分析





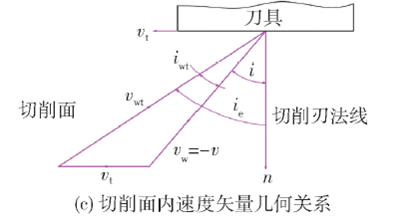
图4 滚切加工的切削力分析图



3. 2 驱动式滚切加工的切削力与滚切速率比k 的关系的仿真


图5 切削力与ie 的关系
所以主切削力Fc 随k 的增大而减小. 取k = 0和k =0. 5 对滚切过程进行仿真,k =0 和k =0. 5 两次仿真过程取完全相同的切削参数,仿真过程如图6 所示. 仿真结果如图7 所示.
仿真结果验证了主切削力Fc 随k 的增大而减小的结论,文献[5,8]的实验结果也证实了这个结论. 至于当k 取很大的数值(尤其是在高速切削(v取值大)情况下k 取很大的数值)的高速过滚切的情况(ie趋近正或负90°),是否如理论分析的那样,Fr 、Fcn 、Ft均大幅降低,还有待进一步研究论证. 因为这种大的v 值、大的k 值的高速过滚切的情况涉及金属的热软化和应变硬化、热塑性失稳、快速塑变过程的温度梯度、切削变形的集中剪切滑移、力-热强耦合等诸多问题.

图6 不同k 值时的仿真过程

图7 不同k 值时的仿真结果
4.驱动式滚切铣削的硬件实现形式
由以上分析可知:一方面希望能够根据待优化参数(如工件表质量)的要求能在机加工前调节k值,另一方面又希望调节好的k 值能够在机加工过程中保持稳定. 内驱动式滚切铣刀能够满足上述要求.
内驱动式滚切铣刀(又称难加工材料专用铣刀,已获国家发明专利,专利号:ZL2013100137758)结构如图8 所示,其基本原理为采用了一个行星轮系结构,中心轮与机床主轴箱固连;行架与机床主轴固连;行星轮通过一对锥齿轮副(主动锥齿轮和从动锥齿轮)将运动传递到圆刀片. 这样圆形刀片随行架(即铣刀刀盘)作走刀运动的同时绕自身轴线旋转完成对工件的加工. 此时机床主轴与圆形刀片之间的传动链为内联系传动链.

图8 内驱动式滚切铣刀的结构
5.结论
1) 以滚切速率比k 表征滚压和切削的比例关系,驱动式滚切速率比k 不但具有可观、可测等特点而且还与滚切加工其他参数(如工件表质量、刀具后刀面接触滑动速率、切削力) 有着密切的关系.
2) 滚切速率比k 越大则变升角滚压螺旋线的螺距p 越小,而滚压螺旋线的螺距p 越小圆形刀片上一点的刀具轨迹线越密,圆形刀片后刀面的棱带对工件加工表面滚压作用越好.

4) 适当选取圆形刀片的旋转线速度vt的方向,可使主切削力Fc随k 的增大而减小.
5) 内驱动式滚切铣刀既能在机加工前调节k值,又能够在机加工过程中保持调节好的k 值的稳定.
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

