



摘 要:随着科学技术的快速发展,数控机床向高速度、高精度、高效率、柔性化方向发展,具有诸多优点的五坐标加工中心是现代数控机床的发展方向之一。然而在满足五坐标机床主轴角度变换的前提是确定主轴上的刀具基本几何长度。刀具基本几何长度是由操作者在对刀仪上通过对刀仪的红外探测器测量,并由操作者将测量出的刀具基本几何长度结果输入机床中完成数据传递。由于传递过程中存在人为参与,故在输入刀具基本几何长度过程中容易造成将刀具基本几何长度值输入错误,进而导致工件由于刀具长度值错误造成超差,甚至报废。
1、 工作意义
针对刀具基本几何长度人为输入错误,建立有效防错机制,避免因人为输入刀具基本几何长度错误造成零件超差,产生废品,减少内部质量损失。
2 、工作内容
分析输入错误的产生原因,针对原因制定相应的防错方法;查找技术资料,充分利用现有资源进行防错;编制防错程序并对程序进行实验。
2.1 刀具基本几何长度值输入错误的形式
通过长时间现场调研,发现刀具基本几何长度值输入错误形式一般有两种:(1)数值基本数字输入正确,仅仅是小数点输入错误(即输入数据应为154.62,而实际输入数据15462);(2)数值数字输入错误(即输入数据应为154.62,而实际输入数据为145.62)。
2.2 针对错误形式制定防错方法
针对小数点输入错误的形式,经过粗略的现场实际调研,刀具基本几何长度一般不会小于90mm,因此该问题可以通过“比较法”进行比较(输入值应大于90mm),如果结果为“真”,即可继续加工;如果结果为“假”,停止加工,并报错。
针对数值输入错误,制定如下方案:
(1)采用外置对刀仪直接与数控设备进行交换
操作者在外置对刀仪上测量刀具基本几何长度值结果直接自动输入到数控加工设备中,可以避免人为参与造成数值输入错误。但该方法需要对刀仪与加工设备相连接,且需要中间存储设备作为媒介,并对外置对刀仪系统进行改造,中间存储介质可用DNC 等作为媒介,仍然需要对DNC 等系统进行改造,改造费用相对较高。
(2)固定装夹长度
该方法是在新件工艺准备及新件研制阶段,由技术能手及骨干人员与工艺人员共同实验确定最优刀具装夹强度,并保证该刀具长度可以最大限度降低刀具振动,提高刀具刚性、保证生产效率,由工艺人员将刀具长度固化到加工程序及工步卡中,当操作者再次加工该零件时,只有按照数控工步卡中规定的长度装夹刀具,程序才能正确运行,否则报错。但该方法对操作者要求较高,保证刀具装夹长度准确;在首件研制阶段,操作者与工艺人员经验较为丰富,确定刀具长度应合理,并保证经济性;该方法精度较差,操作者每次装夹长度的范围比较宽范,无法进行精确控制;对工艺人员要求较高,增加较大工作量;对现场刀柄系统需要规范化管理。
(3)物理防错
该方法是采用在夹具固定位置增加对刀块,每次更换刀具后将刀具运行到该位置,测量刀具与对刀块间的间隙,保证刀具长度输入正确。但该方法存在碰撞危险,在刀长输入错误时,刀具将直接与对刀块进行碰撞,降低机床精度;由于各个零件结构、形式不同,夹具结构不同,无法做到统一尺寸控制,需要工艺人员在加工前自行寻找对刀位置及控制尺寸,推广性不强,且零件数量较多,推广较为困难。
(4)利用机床内置对刀仪与外置对刀仪测量值进行比较
操作者在外置对刀仪测量刀具基本几何长度值并将该数值输入到机床中,然后由数控程序再次驱动机床内置对刀仪对所夹持刀具进行测量,并进行记录,比较两次结果,应控制在一定范围内即视为正确,可继续加工,否则报错,停止加工。
通过对上述方案进行比较,且根据DMU210P 机床本身特点,决定采用“利用机床内置对刀仪与外置对刀仪测量值进行比较”方案进行刀具基本几何长度输入错误防错。
2.3 基本原理
经过分析,采用“比较法”可以对“小数点输入错误”及“数值数字输入错误”两种错误方式均有效防范,故采用“比较法”进行防错。
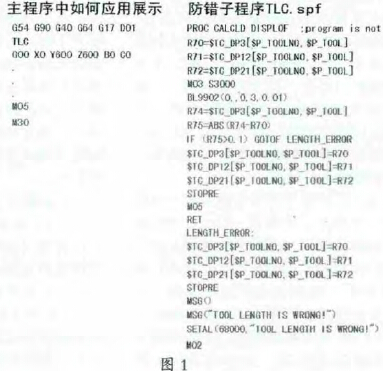
所谓“比较法”即是通过采用机床内置镭射对刀系统对刀进行测量,测量出的数值与操作人员在外置对刀仪测量并输入机床中的数值进行对比,比较二者的差值在允许的范围内即视为数值输入正确,若超出范围即视为输入错误,并使机床报警提示,程序结束。2.4 程序展示(图1)
结语
通过对该防错程序的开发,可以防止由于人为输入失误造成的刀具基本几何长度错误,形成有效的防错机制,降低由于人为错误造成零件超差、报废几率,间接提高产品质量。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

