



模具行业在实施电火花加工过程中需要多次更换电极,所以对电极的加工误差及其相对于电火花CNC主轴中心的装夹偏置的要求极其严格,随着CNC加工中心的加工能力的提升及检测手段的完善,电极的尺寸及形位误差的控制已基本满足需求,但由于目前通常的解决方法是在每次更换电极后重新校正,极大程度的影响了电火花加工的效率。
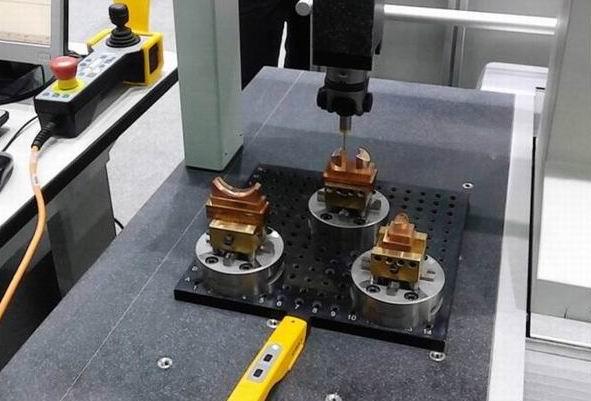
通常,电极的加工、检测和用于电火花加工的流程,可以大致分为:1.毛坯加工;2.电极几何尺寸的精密测量;3.装夹合格电极至电火花加工中心(电极连同电极夹具整体装夹至电火花加工中心);4.使用对刀仪或者手动输入偏置值对电极进行加工坐标系的找正补偿。
为了解决对刀仪检测偏置和手动输入偏置值的低效率问题,使用三坐标测量机将电极工件几何尺寸的检测、电极对夹具坐标系偏置值的测量融合到一起,可以完全节省CNC加工中心用于电极刀头找正的时间,由此提高了电火花加工中心的加工效率。
作为业内顶级测量软件,PC-DMIS强大的CAD脱机模拟应用、灵活的编程和全开放的二次开发能力在整合和实现电极检测和电火花加工的自动化过程中功不可没。
PC-DMIS编程智能化,一个程序满足所有不同电极的检测
电极工件种类繁多,为了避免每个工件都要单独编程,减轻质检工程师的编程工作量,依托PC-DMIS强大的CAD应用能力和便捷的高级编程功能,可以仅使用几个甚或1个程序模板实现所有电极工件的检测;实现方式为,将设计人员指定的检测理论值直接读入程序模板,完全按照设计人员要求检测指定理论值,实现从设计到检测的完美传递。
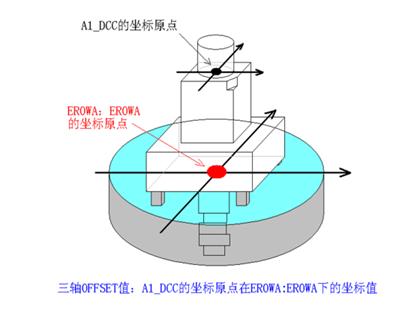
首先,采用PC-DMIS Offline脱机编程,通过直观的图形化CAD界面和模拟仿真功能,能够节省占用三坐标测量机编程约90%的时间。其次,使用PC-DMIS高级编程语言编写程序,采用外部坐标系和文件读写与赋值语句优化测量程序,不仅简化了编程时间,还简化了检测操作过程。最终,PC-DMIS输出判断电极合格与否的尺寸数据,和电极相对于夹具中心(即加工中心坐标)的偏置数据文件,该文件包含XYZABC六自由度偏置值和偏差最大值U,这些数据被用于放电加工,以此提高模具加工精度。
电极关键点的矢量偏差控制及坐标系偏置值的程序结构如下:
Recall Alignment 读取夹具坐标系
Comment Input 根据输入号选择对应的数据文件及偏置文件名称等
File ReadLine PC-DMIS读文件操作
Feature Point 根据数据文件测单点及评价
Contact Alignment 构造电极工件坐标系
Loop 循环比较输出最大偏差点
File WriteLine 写偏置文件
Print Report 打印检测报告
PC-DMIS天生的二次开发能力,协同实现电极检测和电火花加工全过程自动化
随着单一过程自动化的不断完善,为了应对高节奏的电极生产,不同自动化生产过程之间的衔接的重要性也随之凸显出来。此时,PC-DMIS强大的二次开发能力大有作为,无缝联接质检环节、加工环节和管理系统,使得全过程的自动化不再是难题。
通过整合目前主流的工件识别手段(如条码,RFID射频识别技术)和网络化的系统(程序/数据/设备)管理平台(PC-DMIS EDM预设与测量软件系统,车间管理系统),PC-DMIS能够智能识别不同的电极工件,并自动调用系统管理平台中与条码对应的测量程序与理论数据,实现检测操作的自动化。
如果配以机械臂和上下料系统,PC-DMIS还可以协同实现无人化检测过程:自动取放工件、智能调用程序、自动执行测量、自动传递数据;同时,该过程与电火花加工设备批量刀具库高效协同,协助实现加工自动化。
PC-DMIS实现检测自动化的流程如图所示。
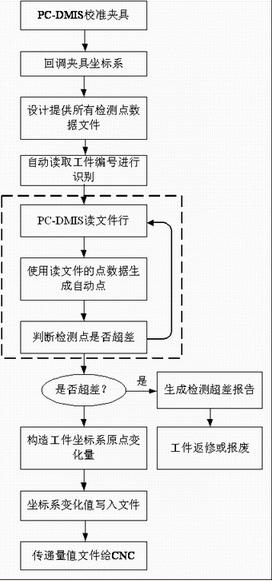
PC-DMIS实现检测自动化的流程
未来,PC-DMIS为多级自动化提供无限可能

作为业界顶级测量软件,PC-DMIS不仅仅领先在其专业的测量技术和强大的CAD应用能力,其天然开放的二次开发接口,为企业实现检测或者从检测到加工的从半自动化到无人化自动化等各级自动化生产提供了无限可能。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

