



EtherCAT 端子盒构成创新组件方案的坚实基础
总部位于阿特南普赫郝奥地利 STIWA 集团的核心业务是产品和组件自动化。STIWA 公司在需要以高吞吐量生产复杂精密和高品质的组件的地方,比如用于制造汽车行业中用到的齿轮箱组件的高性能激光焊接机,都采用了 Beckhoff 的控制技术进行控制。设备的核心部分是由 STIWA 专门开发的高速智能传输系统。它是专门为高性能组件而量身打造的,引用了由 EtherCAT 组件和 TwinCAT 自动化软件构成的 Beckhoff 模块化系统的所有优点。
自动化系统制造商 STIWA Automation GmbH 和系统组件制造商APF Produktionsdienstleistungs GmbH 都隶属于 STIWA 集团,它在欧洲是一家非常著名的产品和组件自动化供应商。全新集成有高速传输系统的高性能激光焊接机最近已投入生产,为一家世界领先的汽车制造商生产齿轮箱组件。
在传统的装配设备中,工件承载器通过摩擦皮带在整个工厂中循环运作。通过这种方式所达到的速度通常不足以满足高性能生产的要求。除了停止和定位所需的单元之外,还必须代码阅读器有一个,以确保处理的是正确的工件承载器。
能带来高附加值的系统
STIWA 通过使用伺服电机和齿形皮带作为一个 NC 轴的方式在装配设备中成功实现了工件的传输,从而让使得工件承载器能够实现非常精确的定位。总重量为 10 kg 时的传输速度几乎可以达到 3 m/s。此外,诀窍在于工件承载器的识别。只需使用一个简单的接近开关,就可以扫描到工件承载器的下方的一个激光编码板,然后通过 EP1258 数字量 EtherCAT 端子盒记录。通过EtherCAT 的时间戳功能(分辨率在纳秒范围内),可以在工件承载器经过的时候对其进行识别。智能代码算法最多可容许有三个读取错误。
传动皮带由手动工作站上的步进电机驱动。通过使用 Beckhoff EP7041 步进电机端子盒 —— 通过智能设计 ——,工作站可以以安全限速和安全限制转矩的方式实施。
STIWA 是高性能装配自动化系统的领先供应商之一:灵活的基于 EtherCAT 的传输系统帮助我们建立了一个新的里程碑
传输系统 —— 不仅仅只是达到目的的手段
“传输系统是实现灵活的高性能自动化的关键之一。除了这里使用的系统之外,我们还需要另外设计一个用于有效载重为 100 kg 的型号。这样可以,以相同的速度和安全性在整个生产设备中传输成套发动机组。”STIWA Holding GmbH 公司总经理 Peter Sticht 在描述其自主开发时如此说道。“输送不仅仅对我们来说非常重要,它也是价值链的一个组成部分,因为有了 TwinCAT NC 之后,我们就有我们自己的全能型 NC 轴。”
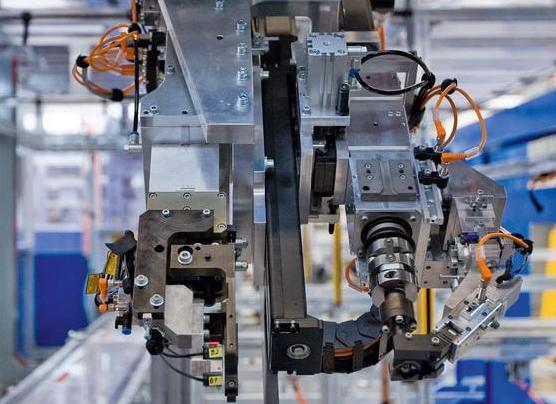
各个组件在激光焊接模块中夹紧并焊接。中心平台和激光定位单元构成了设备的核心。在这两个单元中,每个单元都有两个独立的应用于激光光学的五自由度伺服运动系统构成。下面的中心平台,每个包含 8 个用于精确夹紧工具的伺服轴。为了确保工艺可靠性,测量系统安装在可更换的工具平台上。这些系统通过带增量编码器接口的 EtherCAT 端子盒 EP5101 和 EtherCAT端子盒 EP1018 及 EP3174 连接到控制器。
所有工具都在 TwinCAT 系统管理器中被参数化为 EtherCAT 热连接组,并可在运行期间进行更换。这样可以在灵活的设备中焊接最多样化的组件。工具通过 EtherCAT 热连接组识别,确保设备总是配备正确的工具套件。设备中共安装了 260 多个 EtherCAT端子盒。所有 180 个伺服轴被控制为全能型 NC 轴,需要相应的计算能力,它由 14 个 采用 Intel® Core™2 Duo 处理器的 BeckhoffC6240-0030 工业 PC 提供。
设备有一个复杂的工件承载器物流方案,它通过数据服务器进行映像。这样可确保每个加工模块总是能够精确“知道”哪些配方参数将要用于当前的工件。加工结果,如测量值、加工状态、质量标准以及工艺评估总是保持一致。
将散逸热用于楼宇服务
虽然 TwinCAT 软件功能块确保 — 根据设备的动态情况 —尽可能少地在集热器中将可用的激光能转换热能,不管怎样,楼宇设备都能够使用散逸出来的热量:STIWA 公司大楼,也是采用Beckhoff 设备控制,使用由激光散逸出来的热量为工厂大楼和办公室供暖。
控制技术的集成
STIWA 的高性能装配机是技术控制和集成的基础。“我们不是围绕着一项技术或工艺建造自动化系统;相反,我们是将工艺作为自动化的一部分进行开发。”Peter Sticht 在描述这一方案时说道。“这让我们能够步进实施非常复杂的装配工艺,而且还能够实现周期时间小于每 0.7s 完成一个粗加工工件 — 尽管是要求相当高的工艺,如那些配件加工中的工艺。”

工件承载器在经过数字量 EtherCAT 端子盒 EP1258 时被识别。输送系统上最多可检测 623 个不同的工件承载器

齿轮箱组件在激光光电元件中焊接灵活的夹紧装置中的信号全部通过 EtherCAT端子盒采集,从而可实现优化安装数据采集是价值创造的关键
集团下属的软件公司 AMS Engineering GmbH 开发的成熟软件解决方案进一步完善了 STIWA Automation 的产品范围。采集详细的生产数据 — 作为设备的整体部分 — 能够快速、精确地识别存在的瓶颈问题。这样可以实现基于事实的连续改进过程。有了设备数据采集(MDA)、生产数据采集(PDA)及质量数据采集(QDA)功能之后,就能够采集并显示所有设备生产数据。
虚拟的实时追踪功能不仅能够确定故障原因;它还能够使得生产工艺透明化。它能够即时确定出问题是出在产品、工艺还是批量错误。通过连接批量和过程数据,即过程参数分配给每个组件,确保全面可追踪性。历史数据采集和版本可控的配方构成这一追踪系统的核心部分。软件产品范围通过通用、可扩展的可视化系统得到进一步完善。它从现场信号延伸到仓储,能够立即显示理想值和瞬时生产之间的偏差。工业标准参数(如OEE、TEEP 及很多其它参数)可以清楚显示,帮助避免或缩短设备停机及故障时间。这可以通过 TwinCAT 中的功能块与分析软件之间的一个复杂、集成的接口实现。可视化方案基于一个客户端/服务器架构,它在 Beckhoff CP7702 15 英寸面板型 PC 上显示 Z-Point CI — 久经验证的 AMS Engineering 用户界面。
STIWA 总经理 Peter Sticht 对一件事情很确定:“这一设备让我们在灵活的自动化领域建立了一个新的里程碑,在欧洲这片高薪的地区重新定义了所谓的“高性能”并将其变为现实。”
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

