



薄壁零件已日益广泛地应用在各工业部门的产品上, 因为它具有重量轻、节材省料、节约能源、结构紧凑等特点。但薄壁零件在加工切削中是比较棘手的问题, 因薄壁零件的刚性差, 加工容易变形, 使零件的形位误差增大, 很难保证零件的加工质量。
如图1 所示的盘形薄壁零件, 是我公司为上汽KV6 型发动机开发配套的转子式机油泵泵体, 其材料是YL112 铝合金压铸件,也是公司车削加工难度较大的零件之一。由于产量大,质量要求高, 故我们对零件加工的工艺方案进行了认真的研究, 分别对工件的装夹、刀具角度和切削用量的选择, 以及程序的编制等方面进行了试验, 有效地解决了该零件加工过程中出现的变形和振纹, 保证了加工精度和质量, 同时为加工此类薄壁零件提供了有效的经验和借鉴的实例。
1. 零件结构及工艺性分析
该盘形零件由不规则三角形构成, 周边大面积的厚度只有5mm, 中间最薄的部位仅有2. 5mm, 多处还有不规则的沟槽, 其最大旋转直径达335mm.这样一种结构复杂, 壁薄不均, 而且面积大的特殊零件, 其加工难度主要有以下两点:
( 1) 因零件面大壁薄刚性不足, 压紧点和支承点相对较远, 在切削受力时, 容易产生塑性变形。
( 2) 在切削时, 由于机床的自激振动, 断续切削引起无规律的切削振动, 再加上夹具和外部其他的机械振动, 以及因刀具角度选择不当等因素, 使得被切削表面产生振纹, 严重影响零件表面的加工质量。

2. 加工工艺
该零件加工工艺路线: 压铸毛坯→表面喷砂→钻螺钉孔→粗、精车结合面和转子孔→粗、精车背面与圆台平面孔→铣密封槽→检测验收等, 上述主要工序在数控车床和加工中心上完成。
在实施上述加工步骤时, 应控制工步的合理安排,有效地控制工件在切削时出现的变形, 以保证转子孔的深度尺寸。应采用先粗后精、先近后远、内外交叉、基面先行的原则进行, 即先粗车结合面, 再粗车转子孔,然后精车转子孔, 最后精车结合面, 采用这种交叉加工方法, 就可以减少热应力变形的产生。
3. 夹具结构和设计要点
(1) 夹具结构图 2 为关键工序车夹具结构的示意图。夹具主要由夹具体3、浮动支承柱4、弹簧5 和8、锁紧螺钉6 和10、浮动支承钉7、中心浮动支承9、顶压支承柱12、倒锥内六角头螺钉13、圆柱定位销2 和削边销1 等组成。
(2) 设计要点因零件生产批量大, 在数控车床上设置了专用工装, 夹具体3 上设有圆柱定位销2 和削边销1.当工件11 安装在圆柱定位销2 上时, 其背面则靠实在三个顶压支承柱12 的端面上, 随即将倒锥内六角头螺钉13 穿过工件11 上面已经压铸好的锥孔内, 将工件11 装夹在顶压支承柱12 上。但螺钉头端面必须低于工件11 的加工平面, 这是因为工件11 的定位面短,采用这种顶压支柱的装夹形式, 才会获得好的效果。为了防止加工时产生振动, 在顶压支承柱12 的三角弦线中部设有浮动支承钉7 与工件11 接触, 然后将锁紧螺钉6 拧紧, 同时还应检查中心浮动支承9 与工件11 接触情况, 并拧紧锁紧螺钉10, 完成工件11 的装夹, 才能进入加工程序。
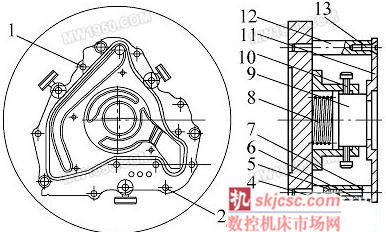
1.削边销2.圆柱定位销3.夹具体4.浮动支承柱 5、8. 弹簧 6、10.锁紧螺钉 7.浮动支承钉 9.中心浮动支承 11.工件12.顶压支承柱13.倒锥内六角头螺钉
4.刀具和切削条件的选择
(1) 选用适合工件特性的刀具为 了满足铝合金加工特性, 粗车采用YD101 硬质合金刀具, 精车时采用聚晶金刚石刀具。其刀具角度是前角5°~20°, 后角4°~12°, 主偏角30°~90°, 粗车刀具取小值, 精车刀具取大值, 以发挥粗精加工刀具的切削功能, 保证加工质量的稳定性。
(2) 切削用量的选择切削力的大小与切削用量密切相关, 在试验中发现: 和进给量同时增大后, 由于切削力增大而工件变形也增大; 减小背吃刀量增大进给量时, 其切削力反而有所下降, 但零件加工表面的切削残留面积增大, 表面粗糙度值增大。所以, 在加工该铝合金泵体时, 精加工采用的背吃刀量a p = 0. 08 ~0. 15mm,进给量f = 0. 1 ~0. 15mm/ r, 切削速度vc = 60 ~120m/min.
(3) 切削液选用调配根 据该工件材质以及刀具等因素综合考虑, 选用乳化液, 采用浓度较高的配比。
现场调配时, 用手指蘸上己调配的切削液, 双指接触离开时能产生拉丝现象即可。这样调配的切削液渗透力强, 使刀具与工件间形成一层润滑膜, 减轻切屑与刀具的摩擦和粘结程度, 提高了零件表面加工质量。
5. 程编技巧
在零件加工时, 应合理利用数控车床的特殊功能来提高零件的加工精度。为了使零件端面加工获得一致的表面粗糙度, 利用数控车床的恒线速功能G96 指令, 通过计算刀具距离工件中心的位置来改变主轴转速, 使工件瞬间位置与切削刃保持恒定线速度的关系, 以求达到整个加工表面的高质量水平。如果在零件端面车削过程中出现变形现象, 在掌握规律后还可以利用数控车床的两轴联动功能来进行削锥补偿, 达到零件表面的平面度要求。
6. 结语
盘形薄壁零件加工的刀具配备和切削要素以及切削液的选择, 是保证产品加工质量的重要基础。只要在施工前充分了解工件材料的特性, 零件装夹的工艺特性,制定合理的工艺步骤和操作方法, 并找出工艺系统中因切削影响工件变形, 产生波纹等质量问题的因素, 并调整修正切削参数, 同时利用数控车床的特殊功能, 就一定能够使零件加工表面达到高质量水平。机床夹具配置的好坏对零件加工质量起到举足轻重的作用, 该夹具根据零件的特殊形状, 将定位、支承、压紧和浮动减振等构件设计成柱式结构, 其刚度能完全满足产品加工的质量要求, 而且加工效率比较高。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

