


工作台自动分度条件下钻床数控化改造
2019-6-11 来源: 江苏省宿迁学院 作者:陈 莹
摘 要:按照工作台自动分度条件下的钻床数控化改造技术的应用研究控制,对机械加工技术应用发展能力提升具有重要意义。研究基于工作台自动分度条件下的钻床数控化改造,为钻床数控化改造技术应用提供参考。
关键词:工作台;自动分度;钻床;数控化;技术改造
1 、钻床数控化改造研究背景及意义
1.1 钻床数控化改造研究背景
通过对零部件加工中的技术应用精准度进行控制,以保障在技术的应用控制中,使钻床的加工技术控制能力得到提升,既能按照钻床数控加工中的控制技术处理需求,及时将改造要点
控制好,又可为整体技术应用控制性能优化奠定好基础。
对于保障钻床数控化改造技术应用控制能力提升等,均具有重要意义。因此,在此背景下的钻床数控化改造技术应用,已成为整体技术应用、发展与转变的必然趋势,也是当前对数控机床改造技术应用控制,提出的一项重要整改措施。
1.2 钻床数控化改造与研究的意义
当前对数控机床的技术应用控制研究越来越重视,通过对数控机床改造技术应用研究,能够保障在技术的应用控制中,将整体技术应用控制能力得以提升,并能保障在技术的应用控制引导下,将整体钻床技术加工控制能力得以提升,促进整体技术应用控制的科学性转化,既对保障整体技术应用控制能力提升具有重要意义,又对保障钻床数控机床加工技术应用控制能力的双向性提升具有重要意义
。
2 、数控化改造方案的设计
2.1 改造原理分析
数控化机床改造技术的应用处理中,为使整体的技术应用控制能力得到提升,需在技术的应用过程中,注重对技术应用中的加工技术处理原理分析,并及时按照技术应用控制中的技术处理需求,进行对应的技术改造。
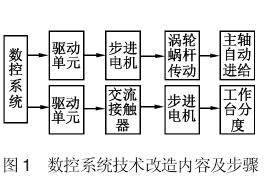
数控技术改造分为 2 部分,第一部分:①驱动单元改造;②步进电机改造;③涡轮蜗杆
传动改造;④主轴自动进给改造。第二部分:①驱动单元改造;②交流接触器改造;③步进电机改造;④工作台分度技术改造。技术改造内容及步骤如图 1 所示。
2.2 机械改造设计
机械改造技术的设计中对整个系统加工中的主轴设计进行了详细分析,结合具体的技术改
造需求,对整个改造技术控制中的工作台自动分度控制,进行了设计改造,给出设计方案。
(1)主轴技术改造。
考虑到在主轴传动技术的改造中需要处理的技术改造控制要点较多,需在技术的改造控制中,将整体技术应用改造中的主轴传动设计好,这样才能保障在主轴传动设计中,能将整体的机械改造技术应用控制原理展现出来,以满足技术应用控制处理的需要。
设置主轴传动进给速度为固定值,将传动控制中的牵引力转化带动为滚珠丝杆副。也可以选用涡轮控制作为主轴控制中的关键性因素,以保障在传动技术的处理中,能够按照对应技术控制中的传动技术处理需求,将整体技术应用控制中的关键性技术实施要点展现出来,以满足整体技术应用控制中的需求。
(2)对工作台分度设置改造技术的应用。
由于在整个技术的应用处理中,技术的应用控制存在一定的差异性,需在技术的应用处理中,按照数控机床加工技术处理中的需求,将对应的加工技术控制精准性予以明确,按照需求对整个技术应用中的分度效果控制进行整改,确保在分度技术的控制整改下,能将整个技术控制中的步进机设置以及对应的步进电机旋转设计控制好,以满足传动设计的需求,并在技术的传动控制处理中,以分度条件的设置作为研究依据进行详细的技术应用控制。
2.3 数控系统改造设计
数控系统改造技术的处理设计中,选用的是广数系统928TE,控制性能较高,并在系统的技术处理中,能按照对应技术控制中的系统设计需求,将对应技术处理中的旋转轴及驱动体系设置好。
需注意的是,系统采用的是双驱动设计,通过双驱动设计带动整个系统运行中的传动系统控制,以及涡轮旋转单元。
按照改造技术的应用控制需求,将整个技术的控制改造以机床手动控制传输为研究依据,进行详细的设计整改,通过技术应用控制整改将主轴转动中的传动控制体系转化,对保障主轴传动控制体系的运行转化具有重要意义。
在主轴传动控制中,所对应的传动控制技术应用体系已体现出明显的技术应用整改趋势,能够实现科学控制系统运行的目的。
2.4 步进电机改造及选择
步进机作为整个钻床数控系统设计中较为重要的一项设计内容,在系统设计技术的处理中,需借助步进机作为专门的系统运行构件,并按照系统构建设计中的技术控制需求,将步进机设置进行了详细分析。
通过设计分析中的步进机系统改造,能将整个系统控制中的关键性技术应用控制好,并在技术的应用控制中能够按照步进机设置中的技术处理需求,将整体技术应用中的脉冲信号,以及对应的步进机系统控制性能等处理好,能够按照脉冲信号变化中的控制需求,对整个技术控制中的传动系统改造,整个传动系统控制改造中将 110BYC3502 步进机,作为传动改造中的重要改造元件,将对应的步进距离设置为 0.6°,对应的静转距设置为 12 N·m,选择相数为 3,电压控制在(30~300)V,对应的电流选择为 3.4 A。
3 、改造后情况分析
(1)优点。
由于在钻床数控化系统改造技术的应用中,所对应的系统改造技术应用是建立在工作台自动分度控制条件下的,其明显优势是改造成本低,周期运行快等,这在当前数控机床技术整改中是一项非常重要的内容。
只有改造成本较低,所对应的技术改造控制要求能够得到展现,并在维修养护措施的处理上能够更加便捷等,这对于整体的维修技术应用控制能力提升,均具有重要的保障作用。
(2)缺点。
由于在技术改造后会出现系统的转变,造成整体系统应用时的偏差以及机械性能稳定性的降低等,在这种情况下,应按照技术改造中的处理需求,及时将对应的技术改造控制措施实施好,保障在整改措施的实施中,能为技术的应用改造措施控制奠定基础,以此满足整体技术改造中的控制需求。
4 、结语
在钻床数控化改造研究中,对钻床数控工艺的研究越来越重视,并在钻床数控化改造技术的应用中,已将应用和工作台自动分度条件改造相结合,既能为钻床数控化改造技术的应用奠定基础,又对保障生产加工技术应用控制具有重要意义。
通过研究和分析,将基于工作台自动分度条件下的钻床数控化改造研究归纳为:
①钻床数控化改造技术应用方案设计,具体分为改造原理、机械改造设计、数控系统改造设计和步进电机改造选择;
②应从 3 个方向分析技术改造中的优缺点。
按照这种改造技术应用分析后,既能保障钻床数控化改造技术应用控制能力得到大幅度提升,又能确保机床稳定运行。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

