
一、前言
图1 所示转子是叶片泵/ 马达中的关键零件, 材料为3 8 C rM o A IA , 转子槽经表面氮化, 1 2 槽(宽) 2 . 5 H 7![]() , 对轴心线的对称度0. 03 m m , 表面粗糙度为R a 0. 2μ m 。
, 对轴心线的对称度0. 03 m m , 表面粗糙度为R a 0. 2μ m 。
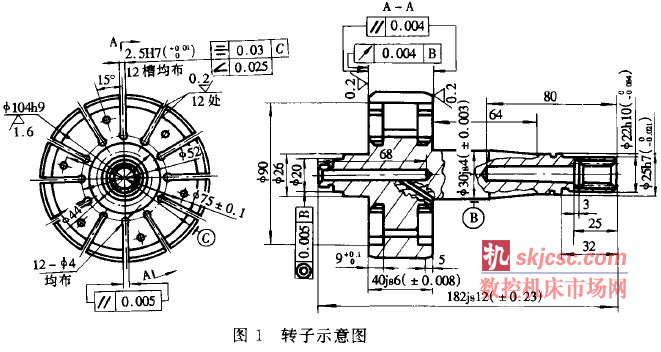
因该零件尺寸精度、形位公差和表面粗糙度都要求高, 槽宽窄而长, 深度深。如果采用传统的加工方法很难达到图样要求。我所利用精密端齿分度盘在普通工具磨床上进行加工, 取得较好的效果。
二、精密端齿分度盘磨转子槽工艺
1 .机床选择
磨削转子槽的机床必须具有较高的精度。
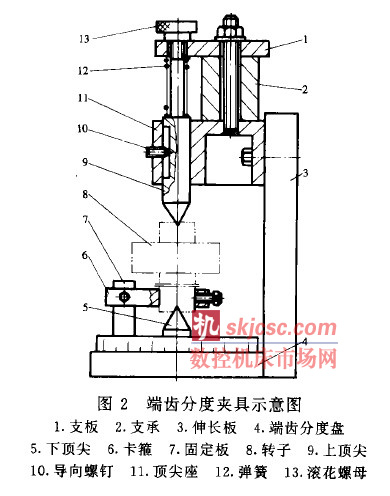
l) 因零件尺寸较大, 端齿分度夹具也比较大( 见图2) 。为了便于工件安装, 采用立式组合夹具, 使用万能工具磨床较为适合, 并要求万能工具磨床上、下行程大于4 0 0 m m .
2) 磨床主轴应有较高的转速, 且转速可调。
3) 磨床工作必须平稳。
通过工艺试验选用MQ 6O25 万能工具磨床。
2. 夹具选择
在普通磨床上采用常规的蜗轮副圆分度装置或插孔和插槽圆分度装置都很难保证转子槽的形位公差。
为了保证转子槽的形位公差, 便于控制尺寸公差, 减轻工人的劳动强度, 提高生产效率, 采用精密端齿分度盘组合夹具, 这种分度装置分度精度高( 士5 ~士10″ ) , 重复定位误差小于0. 5 ″ , 便于垂直安装。
3 . 砂轮选择
转子材料为38 C rM OAI A , 槽表面进行氮化, 因转子槽窄而深, 所以选择砂轮既要考虑化学亲合力较弱,又要具有较高的显微硬度。目前C B N 磨具在磨削加工中广泛应用, 其耐磨性、非亲铁性和高热稳定性俱佳。但由于C BN 磨具的难于修整、价格较贵等特点, 又限制了C BN 的应用。基于上述原因, 粗磨时选用绿色碳化硅T L 60# Z R IA 片状砂轮; 精磨时为了保证转子槽质量, 可选用C B N 磨具。
4. 砂轮的修整
每次磨削前应仔细修整砂轮, 磨削过程中砂轮磨损变钝也要及时修整。粗磨时, 选用φ1 4 0 又5 片状砂轮, 先用较差的金刚石粗修砂轮余量, 然后再用金刚笔精修砂轮, 使砂轮厚度达2. 3 m m , 砂轮两侧尖角应用油石轻轻修整, 不得有残存毛刺, 以免划伤转子槽加工表面。磨削过程中砂轮磨损变钝, 只要修整砂轮外圆,即可重新进行磨削。精磨时选用c BN 磨具, 使用时装在砂轮主轴上, 用金刚石笔稍加修整即可使用。
5 . 砂轮与夹具的调整
磨削前, 工件安装在夹具上, 并在平台上找好转子槽的对称度, 再把夹具安装在工具磨床的床面上。先用试加工件调整砂轮与夹具, 用百分表找正砂轮中心和转子槽中心, 两者中心重合后固定床面, 在试加工件上磨一个槽并检验合格后, 方可加工工件.
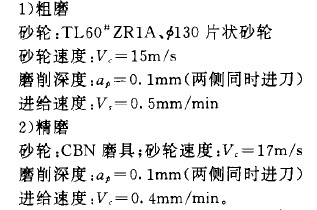
6 .磨削用量
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








