
汽轮机转子末叶片销孔加工装置的设计与研究(上)
2017-7-4 来源:辽宁工业大学 作者:张晚青
摘要:位于汽轮机转子各级叶轮的末叶片采用锥型销孔锁紧结构.由于每两级叶轮间的距离最小可达到 75mm,普通钻床很难达到钻孔要求。为了提高加工效率,针对目前某公司的加工现状,设计了一种新型的钻孔装置。新型的钻孔装置主要由定位与夹紧装置、进给装置、传动装置、平衡装置等四部分组成。该装置在定位与夹紧部分的巧妙设计使其在短时间内快速安装完毕。通过人工手柄控制,实现工作台在 X、Y、Z 方向的移位。平衡装置能够最大限度减少工人的劳动强度,提高工作效率。 该钻孔装置利用“蚂蚁啃骨头”的加工方式将本身固定在汽轮机转子上,并对末叶片销孔进行钻孔加工。定位机构采用“一面两销”的定位方式,即平面与一个圆形销和一个削边销配合用以限制装置相对转子的位置;夹紧机构利用快速卡钳和连接卡钳与 Z向进给框架的连接架对装置进行夹紧;进给装置的作用是通过对 X、Y、Z 方向手柄的转动来实现钻孔装置在这三个方向的调位与进给;传动装置是采用带传动的传动方式以3:1 的传动比进行动力传动,以实现钻头的主轴转动;平衡装置的作用是使钻孔装置近似处于无重力状态,以确保钻孔过程能够平稳的进行。 运用有限元法对钻孔装置的部分机构进行了分析,其中包括进给装置的 Y 向连接架、Z 向进给装置中连接锥齿轮的轴和梯形丝杠、以及夹紧机构中的连接架等,并实施了优化设计。
关键词:汽轮机;钻孔装置;快速夹紧;螺旋传动;平衡装置;有限元分析法
1.绪论
1.1 研究背景和研究意义
1.1.1 汽轮机的分类及工作原理
汽轮机是能将蒸汽热能转化为机械功的外燃回转式原动机,是火电和核电的主要设备之一,用于拖动发电机发电来自锅炉的蒸汽进入汽轮机后,依次经过一系列环形配置的喷嘴和动叶,将蒸汽的热能转化为汽轮机转子旋转的机械能。它主要用作发电用的原动机,也可直接驱动各种泵、风机、压缩机和船舶螺旋桨等[1]。还可以利用汽轮机的排汽或中间抽汽满足生产和生活上的供热需要。变速汽轮机还用于拖动风机,压气机,泵及舰船的螺旋桨等。在大型火电机组中还用于拖动锅炉给水泵。就凝汽式汽轮机而言,从锅炉产生的新蒸汽经由主阀门进入高压缸,再进入中压缸,再进入低压缸,最终进入凝汽器。蒸汽的热能在汽轮机内消耗,变为蒸汽的动能,然后推动装有叶片的汽轮机转子,最终转化为机械能。除了凝汽式汽轮机,还有背压式汽轮机和抽汽式汽轮机,背压式汽轮机可以理解为没有低压缸和凝汽器的凝汽式汽轮机,它的出口压力较大,可以提供给供热系统或其它热交换系统。抽汽式汽轮机则是指在蒸汽流通过程中抽取一部分用于供热和再热的汽轮机[2]。

图 1.1 汽轮机
汽轮机的转子在汽轮机工作中承载着重要的作用,转子通常用合金钢整锻,并加工成型。高压转子的一端的轴上安装超速跳闸机构,并安装上主油泵。在此端还配有调速器,其连接方式是将刚性联轴器和长轴对接在一起。转子的尺寸均遵循加工图纸的精度,精加工后的转子需配置上其相应的叶片。为确保转子的安全运行,带着叶片的转子需要做精确的动平衡试验和全速的转动试验。在转子工作时,转子上的工作叶片受到蒸汽对其的推动力,在推动力的作用下使其做回转运动,作回转运动的部件还包括主油泵,调速器和发电机。在工作时,叶片在高速气流的推动下,将气流的动能转化为叶片的机械能,进而推动叶片所在转鼓和叶轮的高速旋转。一般情况下,叶片的组成包括叶根,叶顶和叶型。叶根在叶片转动时起到及其重要的作用,叶片通过叶根连接在转鼓和叶轮上,蒸汽的强大推力将叶片推动进行高速旋转。因此,叶根与叶轮的连接牢固程度是决定转子安全运转的必要前提,当然装配方便和加工简单可以减小工作强度和生产效率[3]。
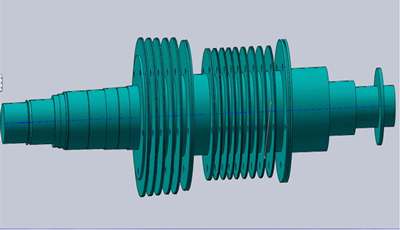
图 1.2 汽轮机转子三维图
叶片的表面设计为复杂的曲面,由于汽轮机的工作原理是完全通过叶片在高速气流的驱动下工作,从而推动转子的高速转动。在这种高温高压的工作环境下,叶片的工作状态起到了极其重要的作用。这种恶劣的工作环境对叶片提出了更高的要求,它不仅仅要求高强度,还要求高抗腐蚀性,高抗疲劳性和较高的抗冲击能力。汽轮机的叶片由于长期处于在高温高压的环境下,所以对其材料的耐高温性能的要求显得更加重要。由于叶片的 T 型叶根是顺着转子的主轴上面的末叶窗口滑动到转子的轮槽中,因此,当汽轮机的转子高速旋转时,会产生强大的离心力,而这些离心力主要作用在叶片的 T 型根处,而且,每一级的叶轮上的末叶片都处在末叶的窗口的位置。所以,对末叶片的叶根锁紧的牢固与否对转子的正常工作起到了决定性的作用。要是不采用合理的锁紧方式,在高速旋转中产生的离心力会造成叶片脱离转子,可能会产生重大的事故,一方面机器会遭受损坏,最主要的是可能会致使工作人员的伤亡。目前在汽轮机转子末叶片上应用最广泛的锁紧方式是锥型销孔锁紧方式。这种锁紧方式的设计不仅使锁紧牢固的程度加强,同样可以使其拆卸方便。这样不仅保障了汽轮机转子的正常工作,同时,保证在叶片受损的情况下,方便拆换。然而在加工过程中发现锥形销孔加工难度很大,在这种情况下,研制能够加工汽轮机转子末叶片锥形销孔的钻孔装置,具有重大意义[4-6]。
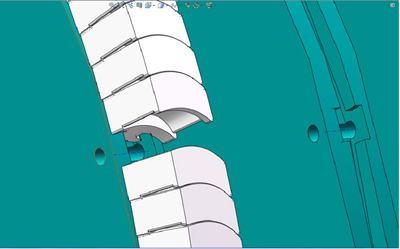
图 1.3 汽轮机转子末叶片及销孔位置三维图
1.1.2 课题来源及其研究意义
本课题来源自锦州汽轮机有限公司汽轮机转子末叶片锥形销孔钻床的改进项目。汽轮机转子叶片锥形销孔的加工具有其特殊性,由于叶轮和主轴整锻为一体,叶轮之间的距离大小不同,最小的距离仅为 75 毫米,因此,这对钻孔装置的要求很高,销孔加工起来也比较困难,一般的钻床无法达到要求,这就要求研制一种特殊的钻孔装置对汽轮机转子的末叶片销孔进行加工。
原有的钻孔装置装于普通的车床上,利用车床的溜板箱实现进给的换向和 X 向与 Z向进给,因此,钻削末叶片销孔这道工序的一半以上时间用于钻孔装置的定位,包括对水平度的定位和垂直度的定位,且加工精度低。新型末叶片锥形销孔的钻孔装置是将其固定在转子上进行钻孔,节省用于定位所需要的大量时间,解决精度不高带来的弊端。这台钻孔装置的研制不仅降低劳动成本,减轻了工人的劳动强度,同时,也可缩短整个加工周期,提高生产效率。

图 1.4 改进前的钻孔装置
1.2 汽轮机末叶片钻孔装置的相关发展
范万生[7]将钻孔工装首先装于 DAK65 卧式车床的小刀架上适当压紧。在装钻头的空心轴内装上检验棒用以找正,在 80mm 长度上,千分表跳动小于 0.03mm,即可压紧工装。工装的基木结构和传动是:由功率为 0.55kw 的电动机带动皮带轮,通过一对皮带轮减速传动至轴上,再经过三级齿轮减速和传递运动到钻头上,转速由电动机的 1400r/min减为 60r/min。四个齿轮的模数为 1.5mm。轴两端采用铜衬套作轴承,支承轴的旋转运动。用挡圈作止推,齿轮啮合部位和轴承套的润滑采用滴油润滑。
张文华,张文庆[8]在研制汽轮机转子末叶片销孔的加工装置中,使用折向钻对转子末叶片锥型销孔进行钻削。他们把折向钻固定在 C630 车床上,利用车床的手柄来实现折向钻在 Z 向和 X 向的进给。在进行 X 向进给时,同样向左或向右旋动 X 向的手柄,以使折向钻位于 X 向目标位置。在进行 Z 向进给时,此时,实现的是折向钻的钻孔过程,向左或向右根据相应的进给速度旋动 Z 向的手柄,直至最后完成整个钻孔过程。
目前,大多数的汽轮机厂基本都在采用类似上述的钻孔装置,将钻孔工装安装的车床上,以用来对汽轮机转子末叶片的销孔进行加工。
1.3课题的主要研究内容
(1)针对课题,初步确定各个机构实现其相应功能的方案。主要包括钻孔机构需要通过“蚂蚁啃骨头”的方式将装置固定在转子上,简化了加工工艺,节省了用于定位所需要的大量时间,可以有效提高加工效率;由于不同转子以及同一转子各级叶轮的锥型销孔的位置不同,故采用手轮摇动实现 X、Y、Z 三个方向的进给;通过平衡装置来抵消由于自身质量产生的力和减小力矩等。
(2)钻孔装置总体方案的制定。钻孔机构由四部分组成,定位与夹紧装置,进给装置,传动装置和平衡装置。构成钻孔机构的各个部分的有机配合可以使机构更好的实现其钻孔功能。
(3)钻孔机构各个组成部分详细方案的拟定,包括钻孔机构与预加工零件的连接方式以及夹紧方式的设计与相关零件的选型,进给装置中传动方式的选取与相关零部件的选型,钻孔工装与电机连接的传动方式的选择与电机的选型,平衡装置的选择及其与钻孔机构的连接方式等。
(4)绘制设计装置工程图与工作原理图。绘制零件图和 Solid Works 三维图并对钻孔装置进行仿真。
(5)利用 ANSYS Workbench 有限元分析软件对钻孔机构的部分机构进行强度和刚度分析与校核。通过分析,能对钻孔机构的结构设计和优化提供依据,以便更好的检验设计的合理性。
2 .汽轮机转子末叶片销孔新型加工装置的总体方案设计
2.1系统技术需求分析
本次设计研究的课题是针对汽轮机的高中压整体转子的末叶片销孔的加工装置,利用五个平衡孔将加工装置安装在体积和质量都巨大的转子上进行加工。这台汽轮机转子末叶片锥型销孔加工具体的技术方案和进行结构设计之前,首先对其技术需求进行分析:
(1)可以较大地降低劳动强度
汽轮机转子末叶片锥型销孔的原有加工装置在工作过程中将一半以上的时间与工人的劳动强度用于对加工装置的定位,在新的加工装置的设计上应采用合理的定位方式来提高劳动效率,缩短劳动时间,简化工作流程。
(2)可以降低装置的制造成本
采用传统的机械传动方式,合理的连接方式,以及尽量多的使用标准件,以降低整个的加工装置的制造成本,使其具有良好的实用性和推广性。
(3)采用较合理的钻孔工装的结构设计
汽轮机转子末叶片锥型销孔的所需要设计的加工装置存在其特殊性,在转子上分布着不同级别的叶轮,每两级叶轮间的距离不完全相等,而叶轮之间的距离最小可达到75mm,一般的钻孔工装无法对其进行加工,故设计合理的钻孔工装结构对整个装置的设计显得尤为重要。
(4)合理性与可行性分析
利用分析软件对加工装置的关键部件进行合理性与可行性分析,以确保所设计的加工装置具有更好的适用性。
2.2 汽轮机转子末叶片销孔的加工现状
本课题选自某公司,该某公司目前加工汽轮机转子末叶片锥形销孔采用经改造的普通车床。将一套钻具置于 CA6140 车床溜板箱上。其目的是利用溜板箱把光杠和丝杠传递过来的螺旋传动转化为溜板箱的直线进给。通过溜板箱的直线进给使钻具做同样的进给运动。简而言之,车床在加工过程中是钻具的承载者,带着钻具进行各方向的移动,以完成钻具在钻孔过程所需要完成的功能。
溜板箱通常设有以下几种机构:接通丝杠传动的开合螺母机构。将光杠的运动传至纵向齿轮齿条和横向进给丝杠的传动机构,接通、断开和转换纵横进给的转换机构,保证机床工作安全的过载保险装置,丝杠、光杠互锁机以及控制刀架纵、横向机动进给的操纵机构。溜扳箱上有一个小齿轮。而小齿轮又与床身前下面的齿条相啮合,可用手转动溜扳箱手轮,可使床鞍纵向移动。

图 2.1 车床及溜板箱
2.2.1 汽轮机末叶片销孔加工装置的加工流程
(1)定位钻孔装置
将精加工后的转子固定在两个三角架上,三角架座于水平度较好的地面。将钻孔装置用吊车将其置于转子附近。

图 2.2 精加工后的转子固定在两个三角架上
(2)确定水平度与垂直度
将钻孔装置进行微调,使钻头与钻孔位置重合。首先,调整钻头与预加工平面的垂直度。调节垂直度是通过移动整个钻孔装置来实现的。将百分表固定在钻孔装置上进行测量,当测量结果不符合要求时,用撬杠撬动钻孔装置进行微调,直到达到要求为止,一般控制误差在 0.05mm 以内。而后,调整钻头与钻孔位置的水平度。水平度的调节是通过千斤顶调节转子来实现的。将铁棒穿在两相邻叶轮的平衡孔上,用千斤顶支撑铁棒来进行调节。

图 2.3 千斤顶调节转子水平度

图 2.4 用百分表测转子垂直度

图 2.5 工人用撬杠撬动钻孔装置进行微调
(3)钻孔
在完成校准钻头与钻孔位置后,连接电源进行钻孔程序。由电动机带动皮带轮,通过 3:1 的一对皮带轮减速传到钻头上,来进行钻孔。

图 2.6 工人用钻孔装置进行钻孔
由于两叶轮之间的距离小,而叶轮的厚度大,钻孔的过程无法一次性顺利完成,故在钻头加工到它所能加工的最大深度后,将在钻孔框架后面的用来夹紧钻头的圆形螺母旋松,而后用卡钳将钻头拉长至能钻透叶轮长度,再旋紧圆形螺母,接通电机的电源线,旋动手柄实现进给,进行第二次钻削。
在钻直径在 9mm 以上的孔时,先用直径 6mm 的钻头钻孔,而后用要求大小的钻头钻削,由于图纸要求是锥形孔,用来插入锥形销,故最后还有铰孔的一道程序。而这每一步的实现都不是一次性完成,都需要进行第二次钻削。
由于转子的长度至少是一个半车床长度,定位一次钻孔装置无法满足钻孔要求,因此还要重复以上步骤。

图 2.7 转子的长度约是 2 个车床长度
2.2.2 存在问题
目前各汽轮机厂所使用的用于加工转子末叶片锥形销孔的钻孔装置普遍采用齿轮传动和将钻孔工装置于车床上,利用车床的工作台实现四个方向的进给,采用这种加工方式存在如下问题:
(1)将钻孔工装安装在普通的车床上,通过移动车床来调节钻孔装置相对于转子的垂直度和水平度,这种加工方式增加了工人的劳动时间和劳动量;
(2)在调节垂直度和水平的过程中,无法保证其加工精度;
(3)钻孔装置无法一次顺利完成整个钻孔过程,需要将螺栓拧松后用卡钳将钻头拉长到能够将叶轮钻透长度,进行第二次钻孔加工。
2.3 汽轮机转子末叶片锥型销孔新型加工装置的总体结构设计
在实际工作中,通常对汽轮机转子末叶片销孔的配钻精度要求较高,原因是叶片长期处于一种高温高压且具有较强的腐蚀性的工作环境中。汽轮机转子叶片锥形销孔的加工具有其特殊性,由于叶轮和主轴整锻为一体,每两级叶轮之间的距离大小不同,最小的距离仅为 75mm,因此,这对钻孔装置的要求很高,销孔加工起来也比较困难,一般的钻床无法达到要求。
某公司原有的钻孔装置装于普通车床上,利用车床的 X、Y、Z 轴充当进给装置,在车床定位时,用吊车进行移位,用撬杠等简单工具进行微调,因此,钻削末叶片销孔这道工序的一半以上的时间用于钻床的定位,且精度低。新型钻孔装置的研制目的是对原钻孔装置进行优化设计,改进后的钻孔装置可以较大地提高生产效率。
改进后末叶片锥形销孔的钻孔装置采用“蚂蚁啃骨头”的加工方式将其固定在转子上进行钻孔,节省了用于定位所需要的大量时间,解决了精度不高带来的弊端。这台新型钻孔装置的设计,可以减少劳动成本,缩短整个加工周期,同时可以提高生产效率。
2.3.1 总体结构设计与工作流程
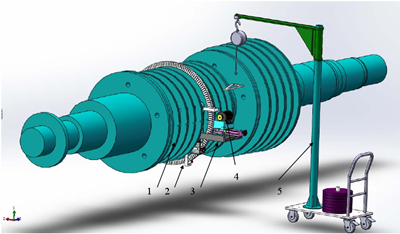
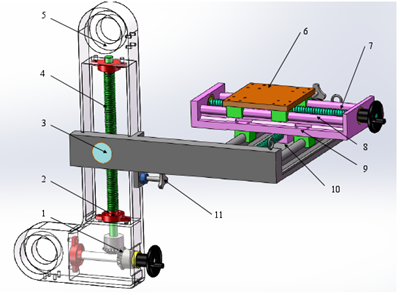
1-转子 2-定位与夹紧装置 3-进给装置 4-传动装置 5-平衡装置
图 2.8 钻孔装置和转子装配总图
该钻孔装置主要包括定位与夹紧装置,进给装置,传动装置和平衡装置(如图 2.8所示)。工作流程如下:
平衡装置吊起钻孔装置,以减少工作人员的工作强度,使钻头调节到钻孔位置高度,并通过转子上的平衡孔(如图 2.9 所示)将装置的定位在转子上,用快速卡钳将钻孔装置与转子夹紧。调整 Z 向手柄,使钻头在 Z 向调节到与划线位置的水平位置附近,再调节 X 向手柄,使钻头在 X 向调节到划线位置附近,而后依次调节 Z 向与 X 向,直到钻头队准划线位置,再用锁紧机构将 Z 向和 X 向分别进行锁紧(如图 2.11 和图 2.12),以确保钻孔过程的顺利进行,至此钻孔的前期工作已经完成。接下来的程序就是钻孔(如图 2.13 所示)。鉴于存在两叶轮之间距离小的情况(如图 2.14 所示),钻孔装置无法一次顺利完成整个钻削过程,将固定钻头的螺栓旋松后用卡钳将钻头伸长到能够将叶轮钻透长度,进行第二次钻孔,直到完成通孔钻削为止。而后逐个孔进行钻削。转子中的每一级叶轮与末叶片的叶根所需配钻的数目不一定相同,这需要按照图纸的要求进行划线后配钻,一般一个末叶片配钻 1 个、2 个或 4 个销孔,那么一个叶轮需配钻 2 个,4个或 8 个销孔[9-12]。
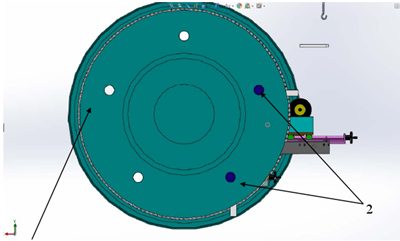
1-转子上的平衡孔 2-用于固定钻孔装置的平衡孔
图 2.9 转子上的平衡孔位置
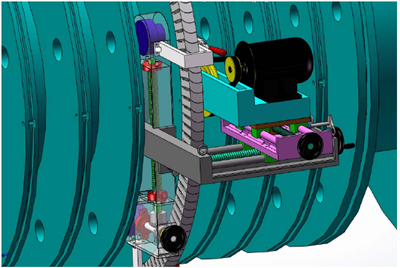
图 2.10 钻孔装置机构总图
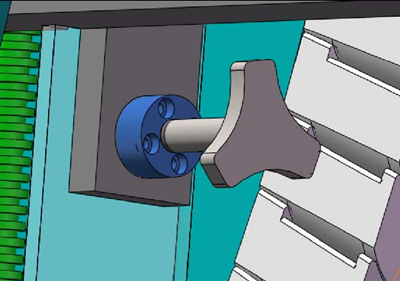
图 2.11 Z 向梯形丝杠锁紧装置
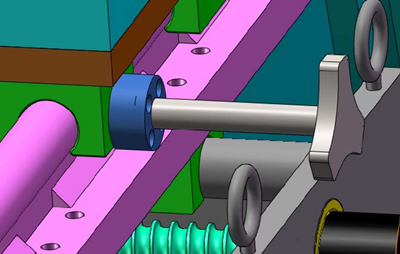
图 2.12 X 向滚珠丝杠锁紧装置
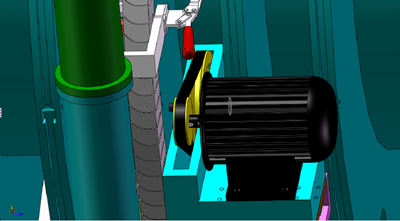
图 2.13 传动装置调节到钻孔位置
每两级叶轮之间的距离不完全相同,某些叶轮之间的距离较小,这样,钻孔装置无法一次性完成钻削,如图 2.14 所示,用卡钳将钻头拉长到已钻削的长度后,再次钻削,而后再观察能否完成叶轮的通孔钻削,以此类推,直至完成通孔钻削。
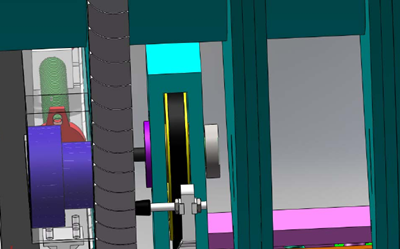
图 2.14 某些叶轮之间的距离较小
工作流程图如图 2.15 所示。
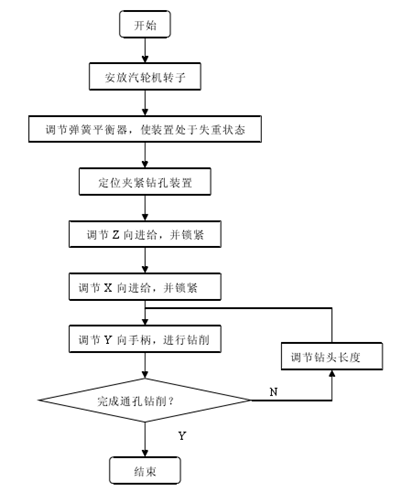
图 2.15 新型钻孔装置的工作流程图
2.3.2 钻孔装置的机构设计
由于被加工件的质量和体积的巨大,用更大的机床加工程序繁琐,且消耗大量不必要的生产资源,故新型钻孔装置采用“蚂蚁啃骨头”的加工方式(即将钻孔装置固定在工件上进行加工),采用这种加工方式节省了用于定位所需要的大量时间,解决了精度不高带来的弊端。新型钻孔装置所采用定位和夹紧机构的巧妙设计,极大的提高了生产效率与加工精度[13,14]。
(1)定位与夹紧机构的设计
定位与夹紧机构的设计包括定位机构设计和夹紧机构的设计。定位机构的设计是基于汽轮机转子平衡孔的均匀分布进行设计的。汽轮机的转子一般分布 5 或 7 个平衡孔,利用相邻的两个平衡孔将钻孔装置固定在转子上。将销子分别穿过钻孔装置与平衡孔,在设计中,为了避免两个圆销孔过定位,通常利用“一面两销”的定位方式,即设计定位元件一个为圆柱销,一个为削边销。
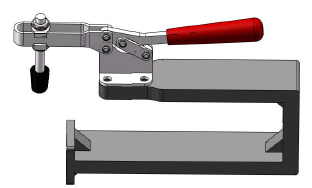
图 2.16 快速卡钳和连接架
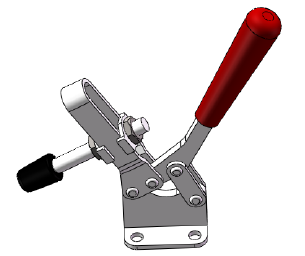
图 2.17 快速卡钳打开位置
夹紧机构是将定位好的钻孔装置完全固定到转子上,它的主要组成部件是快速卡钳和连接架,如图 2.16 所示,图 2.16 中的快速卡钳为锁死位置。快速卡钳是利用机械连杆机构中的死点原理,对预夹紧工件进行的一种快速夹持与打开的一种机构。快速卡钳具有定位准确,装卸快速,自锁夹紧的功能。图 2.17 所示快速卡钳为打开位置。
(2)进给装置的设计
新型钻孔装置的进给装置可以实现 X、Y、Z 方向进给,主要包括螺旋传动副,导轨和连接板等组成。Z 向进给装置的设计是在考虑其自身重力的基础上进行设计的。虽然平衡机构能够使钻孔装置处于无重状态,但为避免操作不当或操作失误所引起的危害,将螺旋传动副设计为带自锁功能的梯形丝杠副。
1-伞形锥齿轮 2-带座轴承 KFL002 3-梯形丝杠螺母及连接螺母 4-梯形丝杠 5-Z 向进给框架 6-工作台连接板 7-X 向连接板8-导轨9-滑块10-Y 向连接板11-锁紧机构
图 2.18 进给装置结构图
(3)传动机构的设计
根据某公司原有的钻孔设备,该钻孔装置的传动机构同样采用皮带传动的方式,以3:1 的传动比进行传动。由电机带动主动轮进行转动,主动轮通过带与带轮间的摩擦力将动力传动到从动轮,而后在从动轮上安装钻头对汽轮机转子末叶片的销孔进行配钻。在现实生活中,皮带轮凭借着简便,高效并且可以缓冲,吸振,传动起来平稳无噪音等优点,得到了更加广泛的使用。因此,本次设计沿用了原钻孔装置的带传动机构,如图2.17 所示。
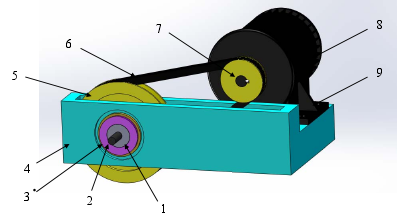
1-钻头套 2-轴套 3-外轴套 4-连接框架 5-从动轮 6-传动皮带 7-主动轮 8-电机 9-电机安装架
图 2.19 传动装置结构图
(4)平衡装置的设计
钻孔装置(平衡装置除外)的自身重量在 50Kg 左右,为保证钻削过程更加平稳精准,设计一款平衡装置,使加工过程在无重的状态下进行。平衡装置包括小型移动起重机和弹簧平衡器两部分。小型移动起重机由横梁,立柱,车轮和配重片等组成。为防止小型起重机发生侧翻,加配重片以使装置达到受力平衡。
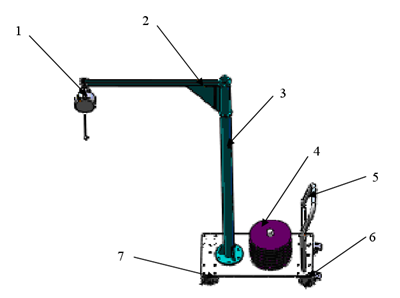
1-弹簧平衡器 2-横梁 3-立柱4-配重片 5-手柄 6-刹车后轮 7-小车前轮
图 2.20 平衡装置结构图
2.4本章小结
本章节通过分析汽轮机转子末叶片销孔加工装置的技术需求以及对现有钻孔装置加工流程及存在问题的分析,对汽轮机转子末叶片销孔加工装置进行了总体结构设计,将设备划分为定位与夹紧装置、进给装置,传动装置和平衡装置 4 个功能子部分,阐述和分析了各个功能子部分的工作内容。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
名企推荐







专题点击前十
| 更多

