
文章以4 台DK7732 型号的数控线切割加工机床为例,该机床在应用过程中主要选择使用专业的YH 线切割控制系统,并使用508k 的电子盘来对数据进行存贮。而该机床在实际加工作业过程中,需要利用计算事先编好相应程序或者是画好加工图形,再通过软盘等存贮方式拷贝到机床之下,实施相应的加工作业。但由于在操作过程中,软驱以及软盘都已大规模停产,购买以及操作起来不大方便,所以这就需要我们结合相应的原理对线切割加工机床进行相应的研究和改造。
1 CAXA 软件特点
在当前数控线切割加工机床运行中,所使用的CAXA 线切割软件其实是一个面向其线切割机床的专用数控编程软件。应该说在线切割软件在应用过程中,CAXA 线切割软件为使用的YH 线切割加工机床提供了较为快速以及较为高效的数控编程代码,从而有效的简化了现阶段数控编程工作。此外CAXA 线切割通过相应的交互方式来对所需的切割图形进行绘制,并在生成以复杂形状为轮廓双轴线的基础之上,来制作切割加工轨迹,对走丝切割机床予以一定支持。
2 CAXA 软件的实际绘图步骤以及仿真加工过程
2.1 绘制相应的零件外形图
在实际操作过程中,通过双击点开CAXA 软件界面,然后单击“绘制”选项中的“高级曲线”项目,弹出相应选项再点击“轮廓文字”,接着对其宽度以及高度进行设置,宽度、高度最好控制在25mm ;接着在弹出“文字标注与编辑”这一项目时,选择“模具设计与制造”这一项并进行打字输入,然后再点击相应设置,将“楷体”作为默认字体,紧接着通过点击“确定”选项中的“模具设计与制造选项”来进行相应的设计与设置。
2.2 对零件图进行修改
由于数控线切割加工过程中所需要的图形是封闭图形,因此在实际操作过程中需要对连续7 个以上的不连贯字体实施修改和重新编辑。其具体操作步骤就是,先单击”绘制“选项中的”曲线编辑“项目,然后选取”平移“快捷命令,从而使得7 个字体之间间距可以靠的更近一些;紧接着再使用“裁剪”以及“过渡”还有“拟合样条”与“直线”“删除”等一些相对应的快捷命令来对其中的每个字体细节进行局部性的修改和圆滑过渡;最后在设计过程中需要将7 个字体统一并连接成一个整体封闭性轮廓,从而避免和防止数控线切割作业过程中所造成的二次走丝所引起的错误加工。
2.3 对切割仿真加工的真实轨迹进行模拟
A. 点击“设置”选项中的“恢复老面孔”项目,可以弹出相应菜单选项,接着再点击右方的“轨迹操作”选项来选取相应的“二轴轨迹生成”项目,紧接着输入正确的偏移量“0.1mm”,再完成“确定”之后,再选取”拾取轮廓“项目,在弹出菜单选项中的,单击“请选择链拾取方向”,紧接着单击“选择加工侧别以及实际补偿方向”按钮,最后再单击“右键”来对加工轨迹予以确定。
B. 单击“轨迹仿真”选项,然后选取“连续”以及“步长为0.001”两个项目,选择弹出菜单中的“拾取加工轨迹”以及“穿丝孔位置”来对实际生成的线切割轨迹进行模拟。
2.4 生成3B 代码程序
通过模拟仿真加工来对相应的加工轨迹进行具体确定。通过单击“代码生成”选项中的“生成3B 代码”项目,来输入相应的文件名“u88”,同时通过对“紧凑指令格式以及显示代码还有停机码E”等选项进行设置,单击相应的“拾取加工轨迹”选项,从而生成3B 代码程序。通过将已经生成的3B 代码直接拷贝到U 盘当中,并将其连接到线切割机床接口之上,同时在输出相应程序的基础之上,对零件成品进行加工。
3 实际改造情况
1. 先在计算机之上加装一个容量为20G 的硬盘,同时安装相应的WIN98 系统。
2. 在相应加工机床之上,安装使用的CAXA 线切割软件。同时利用CAXA 线切割软件来对所操作的文字还有图案进行相应的线切割编程。
3. 利用已经安装上的CAXA 线切割软件来对相应的文字切割进行具体编程,并对其方法进行安排,本文以“日”字为例,来对其进行具体说明。
3.1 进入到相应的WIN98 系统
A. 使用屏幕当中的光标点来单击屏幕左上角方向的“YH52”切换标志,或者是选择使用ESC 键。如图所示,可以实现将系统进入到一种编程屏幕。
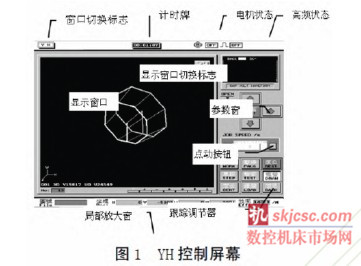
B. 如图所示,左键单击屏幕当中下拉菜单选项“文档”以及退出”选项,就可以实现及时的退出编程屏幕而进入到相应的WIN98 界面。

3.2 使用相应的CAXA 线切割软件来对其“日”字编程进行具体的操作以及设计
A. 使用相应的光标点来单击电脑桌面之上的“CAXA 线切割”标志。正如图所示,通过单击相应的”CAXA 线切割“标志就可以即刻进入到其基本操作界面。
B. 进入到编程系统之后,我们就能看到CAXA 线切割软件的实际操作界面,这时候通过左键单击下拉菜单项目中的“绘制”选项,就可以弹出一系列其它选项,这时我们就需要单击“高级曲线”选项,然后再单击“文字”选项,这样就可以弹出相应的编辑对话框,这时我们就能够在输入对应文字的同时,确定其自身参数,全部完成之后,文字就会在其绘图功能区全部显示出来。
C. 生产加工轨迹:单击下拉菜单选项中的“线切割”项目并找到相应的“轨迹生产”选项,单击之后就会弹出一个相应的对话框,这时根据实际需要就可以对其参数进行修改和确定,待其全部确定之后,系统就会自然而然的生产一种专业、严格的生产加工轨迹。
D. 后处理生成代码:应该说在实际操作过程中,由于该机床所使用的配置主要为YH 线切割系统,因此在其运行时,在读取相应程序时,只能固定的读取规定软盘存储的标准代码程序,并没有方法对CAXA 线切割软件所制作生成,并存储于相应计算机硬盘当中的标准代码程序文件进行正确读取。这就限制了机床的使用途径以及范围。不过在其运行过程中,YH 线切割控制系统可以在相应编程屏幕中对3B 类型的程序文件进行认真读取,所以在实际操作过程中,先由系统所制作生成的3B 类型的程序文件,然后在相应YH 线切割系统之下的编程屏幕中对该类型程序文件进行正确读取,并在完成对零件加工轨迹图制作之后,再使用相应的YH 线切割系统在其编程屏幕中,通过其本身的编程功能来对生产零件的相应加工程序进行重新生产。
生产3B 格式程序的操作方法:首先单击下拉惨淡选项中的“线切割”项目,然后选取“生成3B 加工代码”这一选项,之后就会弹出图中所显示的对话框,接着再相应对话框之中输入一些3B加工代码,并将其命名为“01”,接着再选择相应的保存路径“D”盘。最后再使用鼠标来选中所需要的图形,并利用右键单击之后选择相应的输出程序。
4.在编程改造过程中选择使用相应的刀具补偿在数控线切割加工机床的编程过程中,通过将刀具自身的半径值以及长度值直接性的写出,以避免和防止刀具出现磨损之后,无法被及时发现。此外需要注意的是,在对加工机床进行改造过程中,需要对刀具的具体数据变化进行有效掌控,此外由于需要对机床编程进行重新计算、进行重新设计,所以会对机床的加工生产率产生一定影响。由于当前加工机床所使用的刀具均拥有补偿功能,因此在对数控线切割加工机床进行改造时,需要对出刀的指令以及偏置号进行补充。另外通过对刀具补偿进行有效应用还可以简化一定的加工程序,从而实现数控线切割加工机床的有效改造。
总结
随着我国市场经济的不断成熟和发展,极大的促进了国内机械加工产业的发展。而数控线切割加工机床作为机械加工生产中的重要设备,对于提高机械产业的生产加工效率有着非常重要作用。因此这就要求我们需要对数控线切割加工机床认真分析和研究的基础之上,采取相对科学、合理的措施和手段来对其进行有效改造,从而实现机械加工生产效率的有效提高。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








