
现代制造技术的发展突飞猛进, 一批又一批的高速数控机床应运而生。它不仅要求有性能卓越的高速主轴, 而且也对进给系统提出了很高的要求: ( 1) 最大进给速度应达到40 m/ min 或更高; ( 2) 加速度要高,达到1 g 以上; ( 3) 动态性能要好, 达到较高的定位精度。
高速滚珠丝杠副是指能适应高速化要求( 40 m/min 以上) 、满足承载要求且能精密定位的滚珠丝杠副, 是实现数控机床高速化首选的传动与定位部件。北京机床研究所在承担/ 九五0国家重点科技攻关项目/ 高速滚珠丝杠副测试技术及装置的开发研究0时, 对高速滚珠丝杠副的结构、性能、制造技术、测量技术等进行了研究, 并取得了阶段性成果。该项研究成果荣获中国机械工业科学技术进步三等奖。
1 高速滚珠丝杠副的结构设计
滚珠丝杠副的驱动速度V = Ph @ N (Ph 为导程, N 为丝杠转速) , 因此提高驱动速度的途径有两条: 其一是提高丝杠的转速, 其二是采用大导程。提高转速N 受d0#N 值的制约( d 0为滚珠丝杠的公称直径) 。国际上一般d0#N [ 70 000。据日本NSK 公司介绍:该公司已将d 0#N 值提高到153 000。N 增大时, d 0必须减小, 且过分提高转速会引起丝杠发热、共振等问题; d 0太小也会造成系统刚性差、易变形、影响加工精度, 且目前伺服电动机的最高转速仅到4 000 r/ min。
导程Ph 过大时, 不仅增加了滚珠丝杠副的制造难度,精度难以提高, 降低了丝杠副承载, 而且也增加了伺服电动机的起动力矩。因此, 设计高速滚珠丝杠副时要合理选择丝杠副的转速N 、公称直径d 0与导程Ph 。
数控机床常用的滚珠丝杠副结构为: 外循环插管式、内循环反向器式。由于高速滚珠丝杠副的导程较大, 如用内循环结构, 反向器尺寸较长, 承载的钢球数减少, 且钢球高速时流畅性差, 是不适合的; 而外循环插管式结构简单, 承载能力大, 不受导程的限制。因此, 被选作高速滚珠丝杠副的结构。
外循环滚珠丝杠副的预紧方式主要有三种: 增大钢球直径、变位导程和垫片。各预紧方式的特点见表1。
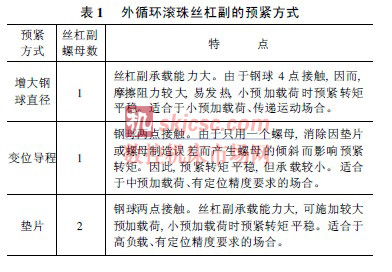
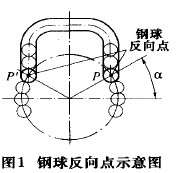
根椐高速滚珠丝杠副的特点, 选用单螺母变位导程预紧结构比较合适。但在结构设计时, 应注意以下几点: ( 1) 导程的选择。为了提高丝杠副驱动速度, 一般需增大丝杠副导程, 常用丝杠副导程取丝杠直径的1/ 3~ 1/ 2。( 2) 为了增加承载,选用多头螺纹, 以提高丝杠副承载能力。( 3) 滚珠丝杠副在高速时产生的噪声主要来自钢球在导珠管进出口( 见图1P 、Pc点) 处的碰撞。因此, 在循环过程中钢球的反向点设计是非常重要的 ( 见图1) , 要合理选取反向角A。
2 高速滚珠丝杠副的测试技术
测量和制造是密不可分的, 没有测量, 产品质量就没有保证。北京机床研究所自研究生产丝杠开始, 就着手研制丝杠测量仪器。并先后研制成功了/ JCS-014 两米激光丝杠导程误差检查仪( 以下简称JCS-014) 0、/ JCS- 040 三米激光滚珠丝杠副行程误差测量仪( 以下简称JCS- 040) 0、/ LJY10 滚珠丝杠副动态预紧转矩测量仪( 以下简称LJY10)0。这些仪器均采用了高精度的传感器和现代化的测试手段。其数据处理遵循的标准是: GB/ T 17587. 3 ) 1998 滚珠丝杠副验收条件及验收检验。国内丝杠生产厂家主要使用以上仪器。北京机床所生产的滚珠丝杠副都是在这些仪器上进行检测的。通过对测量结果进行分析, 提出质量反馈意见, 促进建立稳定可靠的工艺系统, 从而提高产品质量和生产率。北京机床所出口的滚珠丝杠副检测结果也得到了国外有关公司的认可。
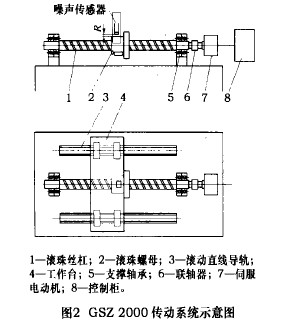
为了对滚珠丝杠副进行高速试验, 北京机床所专门研制成功了GSZ 2000 高速滚珠丝杠副综合测试装置( 见图2) 。用于测量滚珠丝杠副在高速时的性能) ) ) 定位精度、噪声和温升, 测量丝杠最大长度为2 200 mm, 工作台移动速度可达60 m/ min 以上。该测试装置配置了日本三菱公司的高分辨率的单轴数控系统, 其中交流伺服电动机的额定功率为2 kW, 额定转速为3 000 r/ min, 电动机端编码器输出的脉冲数为100 000/ r。
采用了德国HEIDENHAIN 精密长光栅副作为定位精度的测量基准, 其测量分辨率为012 Lm; 采用6个PN 结温度传感器, 分别测量螺母、丝杠、前轴承座、后轴承座、光栅和空气的温度, 其测量分辨率为0. 1e ; 采用智能声级计测量滚珠丝杠副噪声的声压级, 其测量分辨率为0. 5 dB。
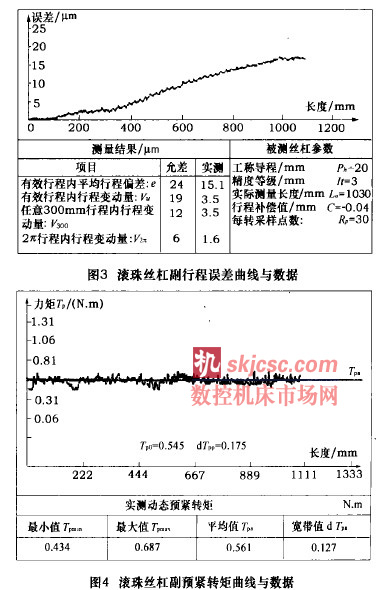
下面介绍高速试验情况, 被测滚珠丝杠副的参数见表2。在/ JCS- 0400上测量结果见图3, 在/ LJY100上测量结果见图4。
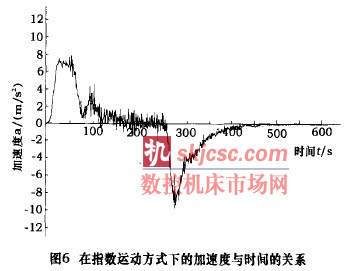
( 1) 动态测试利用GSZ 2000 装置上的长光栅传感器进行动态采数, 可以检查运动速度的平稳性及加速度的跃升与过冲( 参见图5、6 ) 。设$S 为在时间$t 内位移的变化量, 则: 运动的速度V = $S / $t , 加速度a= $V / $t , 这里取$t = 1/ 640 s。
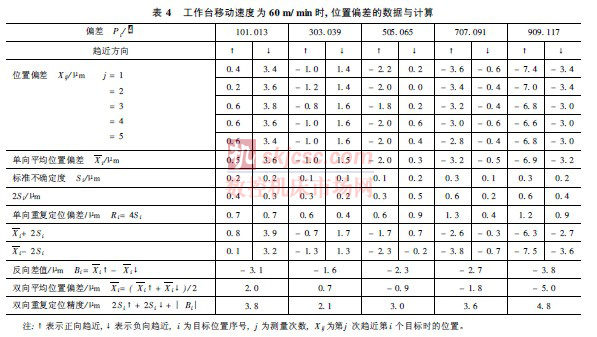
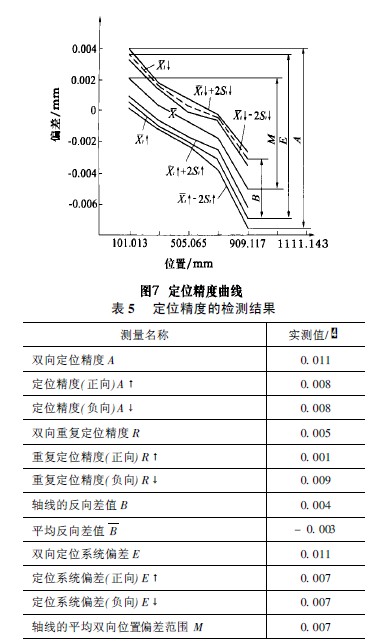
( 2) 定位精度测量 对高速滚珠丝杠副定位精度评价的标准是: GB/ T 17421. 2- 2000 在表3 的测试条件下, 测量结果见表4、表5 和图7。
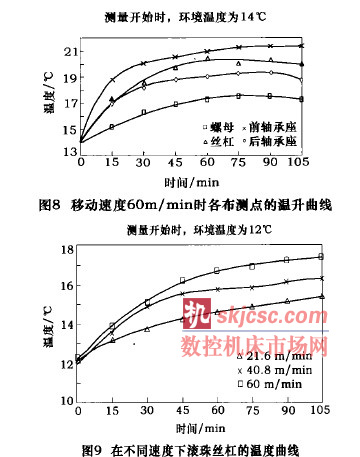
( 3) 温升测试 测量结果见图8、9。

3 总结
通过对高速试验与研究分析, 我们对滚珠丝杠副在高速时的定位精度、加速度、温升、振动和噪声等有了更进一步的了解。并根据这些测试结果对高速滚珠丝杠副的结构及工艺进行了改进, 取得了一定的效果。
目前试制的滚珠丝杠副的d 0#N 值可达120 000, 快移速度可达60 m/ min, 加速度可达1 g。其中规格为: 直径<40 mm、导程16 mm 的滚珠丝杠副已被应用到我所生产的KT 1300V 立式加工中心上, 其快移速度达48 m/ min 时, 定位精度也能满足数控机床的要求。
由于我们对高速滚珠丝杠副的研究时间还不长,还有大量的试验需要做。通过试验积累经验, 为制造高质量的高速滚珠丝杠副奠定基础。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








