
1 前言
齿轮加工在机械制造工业中占很大比重, 滚齿机是圆柱齿轮加工的主要机床, 滚齿机要加工出各种齿数的直齿或斜齿圆柱齿轮, 必须进行机床传动链的调整计算, 即范成运动链的分齿挂轮的搭配计算及差动链的差动挂轮的搭配计算. 现有的挂轮计算软件一般把分齿挂轮和差动挂轮计算分开来进行, 分齿挂轮的传动比精度仍有一定的误差, 并且计算结果有多组挂轮值出现, 有的甚至不能安装, 让加工人员难以选择. 我们开发的面向Y 3 150 型滚齿机的挂轮计算软件较好地克服了以上局限, 分齿挂轮计算充分利用了挂轮调整表, 差动挂轮计算中, 能做到分齿挂轮的计算和差动挂轮的计算在程序内交叉进行, 前后互相验证, 计算结果是两组挂轮值同时出现, 并且分齿挂轮的传动比误差完全控制为O, 差动挂轮能按较高精度进行搜索, 输出结果唯一, 正确可用. 本软件在机械制造专业实验室的齿轮加工中已投人使用, 效果良好.
2 Y 3 15 0 E 型滚齿机挂轮调整计算的技术要求
2. 1 分齿挂轮的调整
分齿挂轮使机床形成正确的范成运动传动链, 即当有K 头滚刀加工齿数为Z 的齿轮时, 滚刀转一转, 工作台带动工件旋转![]() 转, 加工常规齿数的齿轮时, 分齿挂轮的调整按分齿挂轮调整表进行。
转, 加工常规齿数的齿轮时, 分齿挂轮的调整按分齿挂轮调整表进行。
2. 2 采用轴向进给方式加工斜齿圆柱齿轮时的差动链的调整计算
差动挂轮使刀架移动与工件旋转之间有一个传动联系, 以保证当刀架垂直移动一个工件的螺旋导程长度L 时, 工作台多转或少转1 转。差动挂轮的调整公式。为:
![]()
式中a 2 、b 2 、e 2 、d 2 : 差动挂轮:
β: 被加工斜齿轮的螺旋角;
M : 被加工斜齿轮的法向模数
K : 滚刀头数
式中右边正负号确定方法为: 滚刀和工件旋向相同时为 “ 十” , 旋向相反时为“ 一” .
2. 3 采用轴向进给方式加工大干10 0 齿的质数直齿圆柱齿轮时差动链的调整计算
计算方法如下:
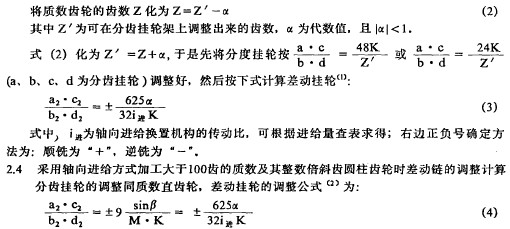
式中各符号的意义及确定方法同式(1 )、 (3). (1 )、 (3)、 (4 ) 式中计算结果为正时不要求使用惰轮, 为负时要求使用惰轮.
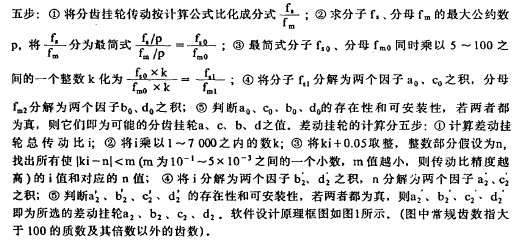
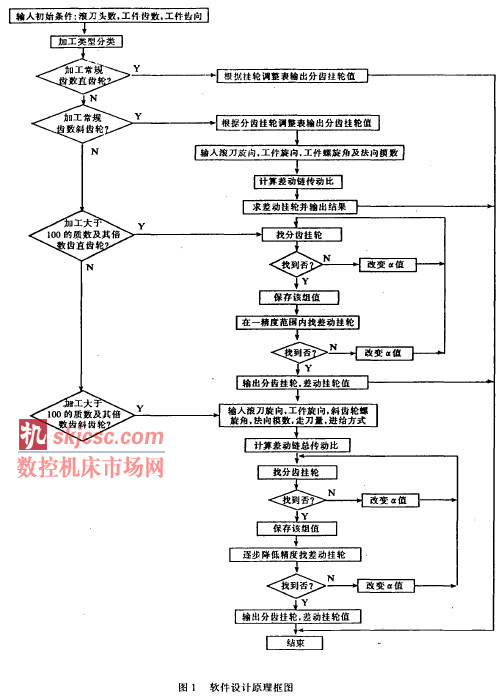
3 软件设计原理
本软件用C 语言开发 , 共包括十二个模块, 它们是: 主控模块、齿轮加工类型分类模块、求差动挂轮总传动比模块、求直齿斜齿轮差动链传动比模块、求大于1 0 0 的质数齿轮的挂轮计算主控模块、求最大公约数模块、求大于10 0 的质数齿轮的分齿挂轮模块、差动挂轮计算主控模块、差动挂轮计算模块、过滤掉挂轮架上不存在的齿轮模块、判断齿轮在挂轮架上是否存在模块(返回一判断值)、分齿挂轮调整表数据存储模块. 分齿挂轮的计算分
4 软件功能与特点
出一组分齿挂轮或差动挂轮, 并保证其传动比的高精度及其可安装性. 其特点如下:
(1) 运行速度快, 精度控制合乎要求. 在38 6 及更高机型上计算出结果所用时间不到9 05 , 分齿挂轮的传动比误差为O, 差动挂轮传动比误差绝对值控制在3 又1 0 一5 以内, 差动挂轮筛选时总是先从高精度传动比开始搜索, 若搜索失败则逐步降低精度继续搜索, 直至有正确结果出现为止.
(2 ) 计算结果可保证有一组符合存在条件及装配条件的分齿挂轮或差动挂轮输出, 存在条件即为所选挂轮齿数相异且在挂轮架上都能找到, 装配条件即为所选挂轮在装配时不发生干涉. 初始条件输人后, 机器即开始全自动大范围搜索筛选, 输出一组正确可用的分齿挂轮或差动挂轮值, 计算过程中不须人工干预, 特别适用于现场加工计算的场合.
(3) 本软件中文提示功能丰富, 并有容错处理功能.
(4) 对软硬件要求不高, 软件要求有D O S 及U C D O S 汉字系统支持, 硬件要求有2 86以上微机及IM 以上内存。
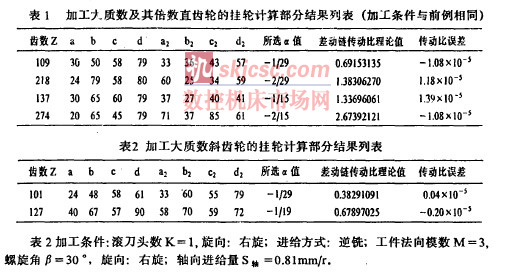
5 计算实例
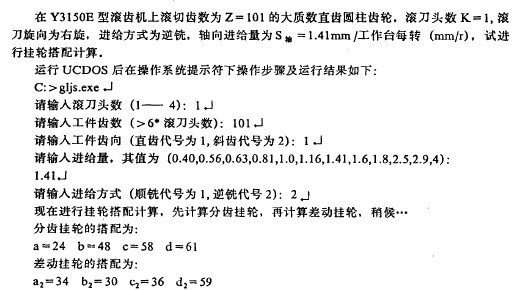
在调试过程中, 我们对各种加工情况下的挂轮搭配计算进行了验证, 取得了大量的计算数据计算结果表明软件运行稳定, 能处理各种加工情况的挂轮搭配计算, 所获得的挂轮搭配值正确可用, 作为本文的结束, 现以列表的形式再举数例, 以供验证.
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








