
随着国防工业的发展, 航空发动机性能不断提升, 预计在2015 ) 2020 年, 未来航空发动机推重比将会从目前的8~ 10 提高到15~ 20, 在风扇、压气机和涡轮上采用整体结构是航空发动机发展的一个趋势。叶轮是航空发动机压气机部件的主要零件之一, 随着发动机性能的提高和设计手段的改进, 其叶片通常是在气动及传热分析、静强度分析、振动分析和寿命分析基础上进行多学科的优化设计出的, 形状越来越复杂, 多为自由曲面, 因此加工也变得十分困难。航空发动机因用途不同其叶轮直径范围变化较大, 从加工角度来分通常把直径大于500 mm 的叶轮称为大直径叶轮。过去我国航空发动机研制主要在中小型发动机上, 如/ 昆仑0、/ 太行0发动机型号, 因此对整体叶轮的加工研究也集中在中小直径整体叶轮上, 随着中国大飞机项目的实施, 质量范围在10 000 ~20 000 kg的大发动机正在研制当中, 因此研究大直径整体叶轮的加工技术对中国大发动机、大飞机的研制具有重要意义。国内外研究人员在过去20 多年的研究过程中, 在整体叶轮电解加工的阴极设计[ 1-3] 、工艺参数选择[ 4-5] 、加工编程[ 6] 以及技术手段[ 7-11] 运用等方面积累了一定的经验。目前, 叶片电解加工方法主要有成形电极加工法、数控展成法, 在展成法中又有单步加工法[ 12] 、阴极摆动法[ 13] 和叶背修正法[ 14] 等工艺方法。本文在过去研究的基础上提出了一种新的叶片电解加工工艺方法, 即分步数控电解加工法, 论述了其加工工艺、加工轨迹计算以及阴极设计等问题。
1 整体叶轮叶片型面电解加工工艺分析
1.1 加工方案改进
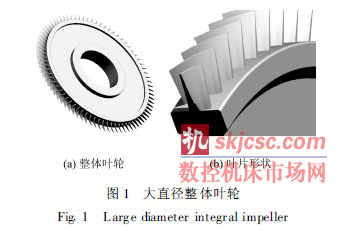
航空发动机整体叶轮由叶片、轮毂组成, 其特点是叶片与轮毂结合在一起, 大直径整体叶轮外径大, 通常在500 mm~ 2 500 mm 之间, 如图1 所示。已经试验过用叶背修正法加工大直径整体叶轮, 它首先以叶盆为基准加工出叶间通道, 再精加工叶背。从加工原理上来说, 该加工方案可行, 但从试验结果来看, 存在的问题主要有: ¹ 叶背精加工中一次走刀加工的余量小, 走刀次数多, 加工效率低; º 以叶盆为基准进行加工仍然会造成叶根过切, 加工精度低。在原先的加工工艺基础上结合大直径整体叶轮特点, 提出分步加工整体叶轮叶片的工艺方案。
 分步法叶片数控电解加工方案是把加工分为多道工序, 通过加工仿真等技术手段对每道工序的加工区域进行恰当的划分, 使前一道工序加工后的形状满足下一道电解加工工序的加工要求,从而实现叶片的连续加工。分步法把叶片加工分
分步法叶片数控电解加工方案是把加工分为多道工序, 通过加工仿真等技术手段对每道工序的加工区域进行恰当的划分, 使前一道工序加工后的形状满足下一道电解加工工序的加工要求,从而实现叶片的连续加工。分步法把叶片加工分 为加工叶盆、叶背和叶根3 道工序, 其优点在于:
( 1) 由于叶盆、叶背单独加工, 就可以通过修正运动轨迹、误差补偿措施提高叶盆、叶背的型面加工精度。
( 2) 能够在叶盆、叶背加工中对叶根加工余量的分布进行规划, 使之满足叶根加工条件, 提高叶根加工精度。
1. 2 叶盆、叶背加工方案
在分步法加工中, 叶盆、叶背和叶根的加工顺序关系到该工艺能否顺利进行, 因此先要分析每道工序中存在什么样的加工条件, 以此确定加工顺序。在叶盆、叶背加工中可选的加工顺序有先叶盆后叶背与先叶背后叶盆两种, 加工过程如图2 所示。
方案1: 先加工叶背后加工叶盆, 如图2( a) 所示。在该方案中, 叶背加工时阴极两侧出口为半敞开状态, 电解液从阴极底板中部喷出向两侧流出, 由于两侧条件对称, 因此两侧出口处的压力基本相等, 加工平面内的电解液供液充分, 加工条件好。加工叶盆时阴极左侧为半敞开状态, 右侧为敞开状态, 两侧出口处条件不同, 导致两侧压力有所不同。
方案2: 先加工叶盆后加工叶背, 如图2( b) 所示。该方案中, 叶盆的加工条件与方案1 中的叶背加工条件基本相同。叶背加工时阴极左侧为敞开状态, 右侧为半敞开状态, 由于叶背处的最小倾角约为30b, 它影响了阴极出口处的压力, 从而影响流速。
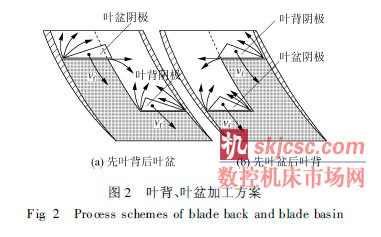
方案1 加工叶背时, 阴极底板两侧的出口压力基本相等, 加工条件好。加工叶盆时两侧出口压力虽然有一定的差别, 通过试验发现只要把底板上的出液口向左侧偏移, 减少两边的流速差, 也可以加工。方案2 加工叶背时, 阴极底板两侧出口处的压力相差较大, 无法通过偏移出液口位置调整, 电解液大部分从敞开的一侧流走, 在靠近叶背一侧容易加工短路。所以优先选用方案1 作为叶盆、叶背的加工方案。
1. 3 叶根加工方案
叶根形状为圆柱面, 采用分步法加工叶背、叶盆后实际留下的叶根形状与叶盆、叶背的加工轨迹、阴极形状有关。根据叶盆、叶背加工后叶根的加工余量分布特点, 叶根加工可选的方案有成形阴极加工与数控展成加工两种。
方案1: 成形阴极加工, 加工过程如图3( a) 所示。利用成形阴极加工叶根, 主要考虑的问题有叶背、叶盆加工后的余量分布、成形阴极设计、阴极送给方式。成形阴极加工虽然运动简单, 但工装设计较复杂。
方案2: 数控展成加工, 加工过程如图3( b) 所示。它采用平板阴极沿叶间通道从上到下作展成运动去除叶根余量。在展成加工中, 必须考虑加工余量的分布、阴极的运动轨迹, 实际加工中还需要通过合理的加工区域划分和叶盆、叶背阴极/ 刀刃0角度修正, 使叶根的加工余量呈倒三角形分布, 中间余量大、两边少, 这样才能使展成加工叶根的工序容易实现。
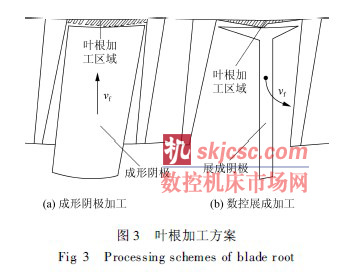
在叶根加工的可选方案中, 成形阴极加工的阴极型面加工困难, 需要一套密封的夹具, 阴极需要旋转才能进入叶间通道, 而数控展成法阴极简单, 但运动轨迹计算相对复杂, 综合考虑以上因素, 优先选用数控展成加工方案, 即方案2。
2 叶背与叶盆加工
2. 1 运动轨迹计算
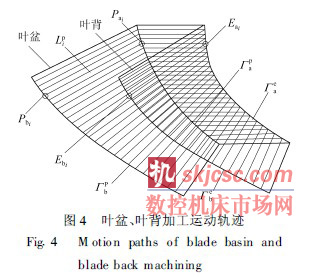
采用分步法加工叶盆与叶背, 其加工的运动轨迹计算分别以叶盆、叶背面为基准。运动轨迹的计算过程为: 首先采用从几何模型中提取的叶背、叶盆轮廓数据作为计算的基本数据, 对数据点进行拟合, 然后再对曲线进行离散。由于叶盆、叶背的形状具有相似性, 其加工运动轨迹计算方法相同, 下面以叶盆为例说明运动轨迹的计算过程, 如图4 所示。

2. 2 阴极设计
阴极设计是电解加工的关键。在加工区域划分中, 已经对叶背、叶盆的形状进行了初步设计, 但由于叶盆、叶背分开加工, 阴极底面尺寸比叶盆、叶背同时加工的阴极底面大约减小了一半, 因此流场设计比较困难, 需要借助于CAD、电解加工过程模拟、运动仿真和流场模拟软件完成, 设计的叶盆、叶背加工阴极如图5 所示。
叶盆、叶背阴极由盖板、底板构成, 和叶盆、叶背同时加工的阴极相比, 阴极作了如下改进。
( 1) 主刃与底板安装边夹角改为90b, 方便于加工对刀、加工误差的补偿; 通过修正前刃与主刃的角度改变了叶根余量分布; 前刃长度、副刃与前刃的夹角根据加工区域划分大小确定。
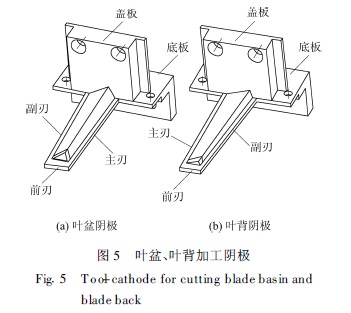
( 2) 阴极底板上的补液口做了向前延伸, 加强了补液; 底面上的出液口采用了非对称设计, 以满足叶盆、叶背的压力条件。
( 3) 叶背加工产生的过切不再通过修正盖板的倾角改进, 而是通过运动补偿方法解决, 为小截面尺寸的叶背加工阴极流场设计创造了条件。
3 叶根加工
3. 1 运动轨迹计算
在叶背、叶盆加工轨迹计算中已经提取了叶

3. 2 阴极设计
叶根加工通过阴极沿叶根圆扫掠成形, 阴极刀刃从上到下运动过程中始终与叶根圆平行。由于叶片扭曲, 阴极运动空间狭窄, 为了不使阴极杆与叶盆、叶背左右、上下发生干涉, 则阴极杆所允许的截面尺寸较小, 设计中需要通过模拟工具检验运动干涉。在加工区域划分过程中使叶根最大加工余量分布在中部, 并且在叶盆、叶背加工中使叶背、叶盆阴极加工到叶根理论位置, 两侧过渡处不需要另外加工, 这样阴极可按叶间通道的最小尺寸设计, 加工中主要去除叶根中间余量, 两侧去除余量较少, 使加工满足要求。设计的叶根加工阴极如图7 所示。

4 整体叶轮电解加工试验
4. 1 数控编程计算
本试验中利用四坐标联动机床加工叶片, 其加工机床运动配置形式如图8 所示。
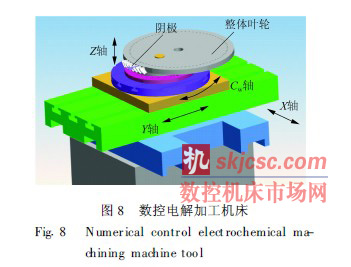
机床运动轴包括X 、Y、Z 和C w 轴。由于机床的工作行程有限, 试验中采用偏心法装夹试件[ 15] , 缩短旋转中心与叶片之间的距离以减少机床坐标轴的位移量, 满足机床行程要求。
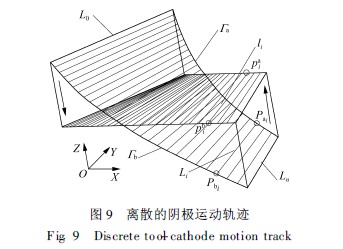
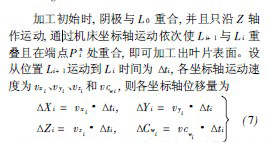
采用展成法加工叶背、叶盆和叶根, 其编程方法基本相同。前面讨论了叶盆、叶背、叶根的控制路径与运动轨迹计算方法, 为了编程, 下一步还需要计算机床各坐标轴的位移量。如图9 所示, 离散得到的阴极运动轨迹为L 0 , ,, Li , ,, L n。
4. 2 加工试验
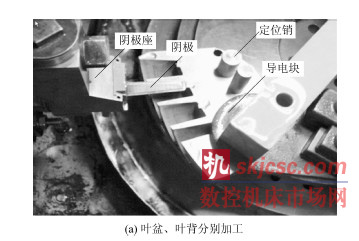
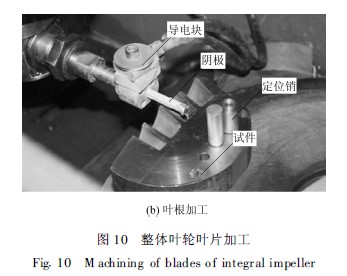
在研究过程中, 以某型航空发动机动力涡轮中的一个大直径整体叶轮为加工对象进行数控电解加工试验。该大直径整体叶轮材料为GH4169, 外圆直径为Á 600 mm, 叶片的数目为79 个。电解加工的去除速度由实际体积电化学当量GX与电流密度决定, 当采用10% 硝酸钠电解液时, 试验测定的GH4169 材料的实际电化学体积当量GX为11 48 mm3 / ( A # min) , 而2Cr13实际体积电化学当量GX 为11 27 mm3 / ( A #min) [ 16] 。通过以往试验与加工实践可知, 电解加工GH4169 与2Cr13 两种材料时材料去除速率有一定差异, 但采用10% 硝酸钠电解液加工GH4169 材料与采用20% 的硝酸钠电解液加工2Cr13 材料的过程具有一定的相似性, 故电解加工试验常采用2Cr13 作为试验材料来验证加工工艺方法。本试验也采用2Cr13 来检验分步法加工工艺可行性及加工精度。试验叶片的电解加工试验过程如图10 所示。
加工参数先根据以往经验进行初选, 再利用加工模拟软件进行加工模拟, 获取试验加工参数。本试验选用的加工参数为: 电压为12 V, 电解液为20% NaN O3 , 加工进口压力为01 7 MPa, 电解液温度为25 e 。在叶背、叶盆加工过程电流没有突变, 加工过程稳定。叶根加工过程中电流变化缓慢, 加工也比较稳定, 全部加工过程没有发生火花短路。
4. 3 试验结果分析
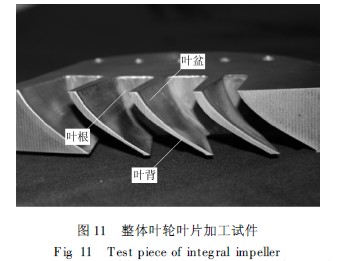
采用分步法数控电解加工的叶片试件如图11 所示, 加工表面质量好。利用三坐标测量机对加工的整体叶轮试件叶片进行测量, 测量结果表明, 叶盆加工误差小, 叶背加工误差略大, 其主要原因是叶盆、叶背和叶根数控电解成形条件不同,它与电场、流场以及运动轨迹等因素有关。
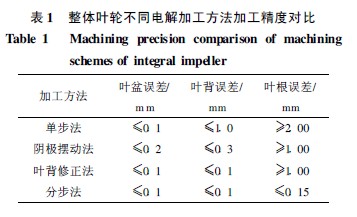
整体叶轮不同电解加工方法加工精度如表1 所示。分步法与单步法等方法比较, 其优势在于叶片加工精度明显提高, 加工表面质量好, 留有的叶片手工去除余量小, 最后通过手工去除、抛光等工序可达到01 06~ 01 07 mm 的加工精度要求。
5 结 论
( 1) 分步法采用叶盆、叶背、叶根分开加工的方案, 叶盆、叶背各自按自己的型面计算运动轨迹与加工编程, 提高了叶盆、叶背的加工精度; 对叶根采取了单独加工, 解决了叶根加工过切或欠切问题, 提高了叶根加工精度。
( 2) 所开发的仿真软件可以对加工区域进行合理划分, 为各道工序创造最佳加工条件, 可实现各工序间的协调设计, 通过试验证明了该工艺方法的可行性。
( 3) 采用分步法数控电解加工大直径整体叶轮试件, 加工精度有明显提高, 证明了该方法具有进一步发展和工程应用的前景。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








