
深孔加工是机械加工中的一道难题,尤其是细长孔的加工,难点在于刀具细长,刚度差,强度低,易引起刀具偏斜,且散热困难,排屑不易,经常会产生直径变大,出现锥形等现象,从而达不到加工质量的要求。因此,在没有深孔加工的专用设备下,用普通设备加工深孔、细长孔,刀具和夹具的设计非常重要。通过对车工单件小批量日常生产中,偶尔会遇到的一些精度要求较高的深孔、细长孔的加工,分析了其加工的技术难点,并设计了行之有效的简易浮动绞刀,从而使缺乏深孔、细长孔加工专业设备的小型加工企业和个体加工户对深孔、细长孔的加工问题得以完满解决,对小型加工企业和个体加工户有较高的推广意义。
1 深孔、细长孔加工方法:
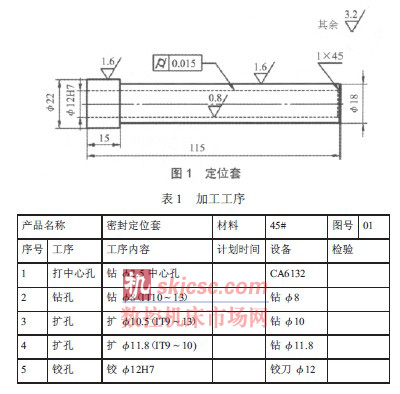
打中心孔—钻孔—扩孔—铰孔深孔加工是指孔深与直径之比L/d≥5 的孔。现代对深孔的加工,主要采用专用的设备和特制辅助工装来加工。其特点是效率高、质量好、劳动强度低。但对于一些中小型的加工企业及个体加工户来说,一般都不具备上述设备,因此只能因地制宜,因陋而简,在普通机床上,采用简易的工装对深细长孔进行加工。如图1 所示,加工一尺寸精度为φ12H7,圆柱度长度为115 mm 的细长孔,因孔壁较薄,直接用φ11.8 mm 或φ11.9 mm 的钻头钻孔,一次切削产生的热量大,没有足够的时间消除热变形带来的加工误差及钻削后留在孔壁表层上残余应力产生的加工误差,一次钻削加工出来的孔壁粗糙度也较大,不宜直接用来进行精铰孔加工。因此,为了减少热变形和残余应力对精加工的影响,应采取多次扩孔加充分浇注冷却液的方法减少粗加工留下的加工误差,以提高后续加工精度。加工工序如表1 所示。
2 钻头的刃磨要求
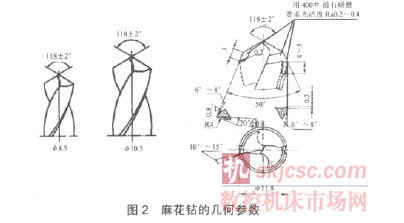
对图1 齿轮定位套的加工,由于尺寸精度要求较高,所以钻头的刃磨非常重要,尤其是最后一次扩孔钻头的刃磨,钻头磨得好不好直接影响着最后铰孔的尺寸精度和表面粗糙度,因此,对这支扩孔钻头的刃磨要作特殊的处理,即改进钻头的几何参数。一是在两主切削刃上修磨出第二锋角,一般不超过75°,并在外缘刀尖角处研磨出两边R0.2~0.5 的圆弧过度刃,粗糙度达Ra0.4 以下,且两个过度刃相互对称,高度一致,以增大刀尖外缘处的强度和耐磨度,改善散热条件,减少孔壁的残留面积高度。二是将前端棱边磨窄,只保留0.1~0.2 mm 的宽度,修磨长度为4~5 mm,以减少棱边与孔壁的摩擦。三是修磨副切削刃、前刀面和后刀面,要求用320# 以上油石研磨,最好400# 以上,研磨各部位光洁度达到Ra0.4~Ra0.2μm。各支钻头的几何参数如图2 所示。
3 铰孔及注意事项
3.1 浮动铰刀的设计
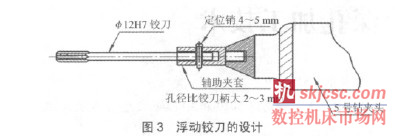
实践证明,扩孔有纠正位置精度的能力,而铰刀铰孔只能保证尺寸、形状精度和减少孔的表面粗糙度,但不能纠正孔的位置精度,有时,由于机床的振动,甚至铰出的孔会变椭圆。当孔的尺寸精度、形状精度要求比较高,表面粗糙度要求又比较小时,往往还要再安排一次手铰加工。图1 中,定位孔的圆柱度要求很高,为避免常规机用铰孔容易铰出椭圆孔的现象,可预先设计具有自动定心功能的浮动铰刀,如图3 所示。选用φ12H7 的直柄机用铰刀,为让铰刀起到浮动的作用,再设计一辅助夹具,辅助夹具的安装孔要比铰刀的夹持柄部大2~3 mm,然后将铰刀套在辅助夹具的安装孔上,用4~5 mm 钻头将安装孔连铰刀柄一起钻出一个定位孔,然后用圆柱销将铰刀安装的辅助夹具上即可得到简易的浮动铰刀。为提高铰刀铰削时的刚性和夹紧力,浮动铰刀的辅助装置最好采用莫氏5 的钻夹头装夹。
3.2 铰刀的选用和保护
铰孔的精度主要取决于铰刀的尺寸,因此,铰刀最好选择被加工孔公差带中间1/3 左右的尺寸。如图1 零件要铰φ12H75-3-铰刀。选用时,铰刀刃口必须锋利,没有崩刃和毛刺。不用时,工作(刃口)部分用塑料套和软麻布保护,不允许碰毛。一般选用标准的高速钢机用铰刀,若采用硬质合金铰刀,因硬质合金刀头的切削刃没有高速钢的锋利,容易使铰出的孔变大,故一般要事先对铰刀进行试铰,再根据铰出孔的实际尺寸对铰刀进行研磨,修正铰刀的直径,直至铰出合适的孔。
3.3 调整尾座轴线
铰孔前,必须先调整尾座套筒轴线,使之与主轴轴线重合,同轴度最好找正在0.02 mm 之内,以提高铰孔时孔的位置精度。
3.4 选择合理的铰削用量
用铰刀时,为了得到较小的表面粗糙度值,避免产生刀瘤,减少切削热及变形,宜采用较小的切削速度,一般最好小于5 m/mm;进给量取0.2~1 mm/r。对图1 铰削φ12H7!+0.0210 mm 的孔,因尺寸精度要求较高,故铰削时车床转数要选得较低一些,取n=30~50 r/min,最好不超过100 r/min。
3.5 选择合理的切削液
铰孔时,切削液对孔的扩胀量和孔的表面粗糙度有一定的关系。实践证明,在干切削和非水溶性切削液的铰削情况下,铰出的孔径比铰刀的实际直径稍微大一些,干切削最大。而用水溶性切削液(如乳化液),铰出的孔稍微小一些。因此,当使用新铰刀铰削钢料时,可选用10%~20%的乳化液作切削液,这样铰出的孔不容易扩大;当铰孔要求较高时,宜采用30%的菜油加70%的肥皂水;当铰孔要求更高时,可以采用柴油加机油。对图1 铰削φ12H75-4-的孔,尺寸要求较高,实验证明,用97%柴油加3%的机油作切削液,铰出的孔尺寸精度及表面粗糙度更好些。
4 采用浮动铰刀加工细长孔优点
(1)夹具设计工艺简单,制作容易,成本低。(2)加工质量好,铰孔的精度可达IT6~IT8,表面粗糙度一般达Ra0.8~Ra1.6,甚至更小,达到图样精度要求。(3)加工的适用范围较广,对孔径加工要求较高的中小孔(φ5~φ20)都可以通过制作不同的辅助夹套来装夹相应的铰刀,从而起到浮动铰削的作用。
深细孔的加工是机械加工中的一个难题, 利用简单的工艺装备,在普通车床实现细长孔的加工方法,经济实用,效果良好,对广大中小型工厂企业、个体加工业者有着较高的实用价值。本试验研究表明,采用适当的工装夹具,选择合理的加工工艺,对加工精度要求较高的深孔加工是可行的,也是有效的,对缺乏专用加工设备或单件小批量生产有着十分好的经济效益。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








