
不锈钢切削简明技术资料
2013-1-16 来源: 作者:南京晨光机器厂
我们在长期实践中, 对不锈钢加工技术进行了不断的改进和创新。在此基础上, 把分散的、片断的经验总结成为比较系统、完整的技术资料, 提供给从事不锈钢加工的工人和技术人员参考。本资料分为钻孔、扩孔、铰孔、车外圆、撞孔、切断、车螺纹和铣削等八部份, 将在本刊连续介绍。
一、不锈钢钻孔
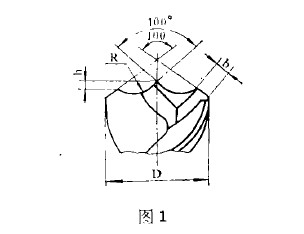
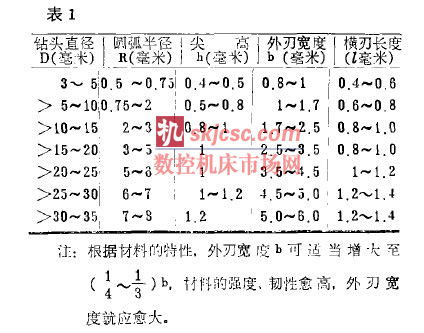
1、不锈钢“ 群钻” 的刃磨参数不锈钢钻孔时, 以采用图1 所示的“ 群钻”较为合适, 其有关参数见表1 :
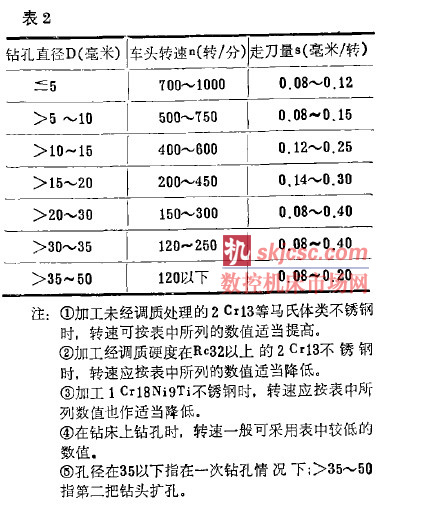
2 、不锈钢钻孔推荐采用的切削用量( 见表2)
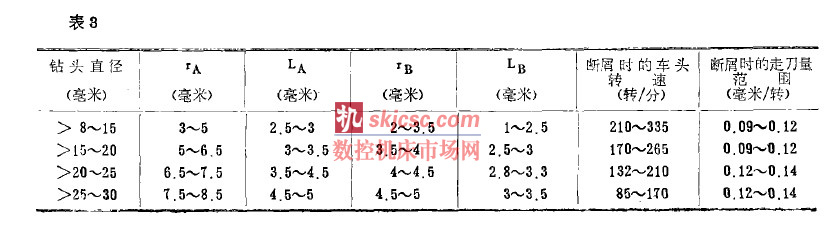
3 、不锈钢断屑钻头
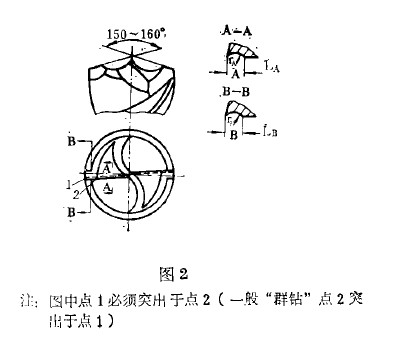
为了达到断屑的目的, 可将钻头刃磨成如图2的形式。其有关参数如表3 所示
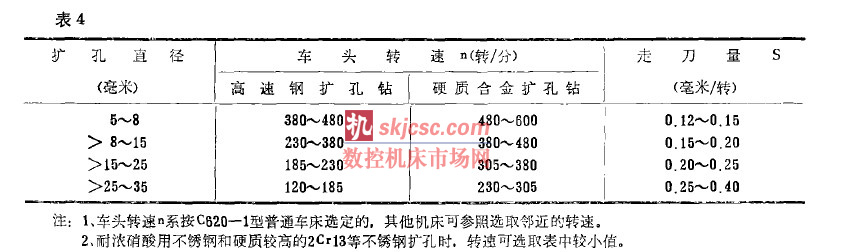
二、不铸钢扩孔
不诱钢扩孔时推荐采用的切削用量见表4 。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
名企推荐







专题点击前十
| 更多

