


FeatureCAM 铣齿的编程设计研究及应用
2016-8-1 来源:陕西建设机械股份有限公司 作者:吉宁波
摘要:文章通过对链轮齿形的工艺分析,应用solidworks进行三维建模,使用FeatureCAM软件进行程序生成并仿真,从而实现使用立式加工中心,采用立铣刀铣削的方式对链轮进行加工。
关键词:链轮齿形;工艺分析;三维建模;程序生成
1、 概述
链轮是带嵌齿式扣链齿的轮子,用以与节链环或缆索上节距准确的块体相啮合一种实心或带辐条的齿轮,与(滚子)链啮合从而传动运动,广泛被应用于纺织机械、工程机械、仪表仪器等领域进行机械传动。
链轮齿形加工一般使用滚齿机或成形铣刀铣齿的方式进行加工,但对于没有此类设备的企业,在加工批量较小的链轮时,进行外协加工的成本较高、工期较长。本文选用立式加工中心铣削齿形的方式,主要用于单件小批量的齿形加工。
2 、工艺分析与设计
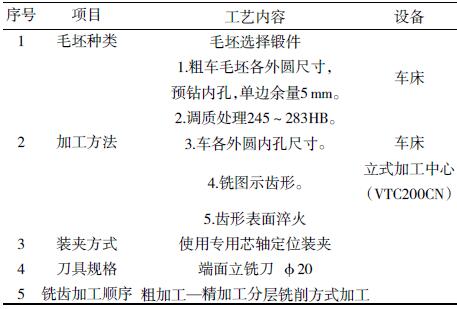
相关项目与工艺内容,见表1。
表1 相关项目与工艺内容
3、加工模加工模型的建立与程序的生成
3.1 模型的建立
使用solidworks软件建立三维模型。首先,通过绘制链轮截面轮廓,再通过旋转功能生成零件。在齿形面,根据GB1243-97绘制出一组齿形,再进行旋转阵列生成完整齿形。最后使用拉伸切除功能生成三维模型,如图1所示。
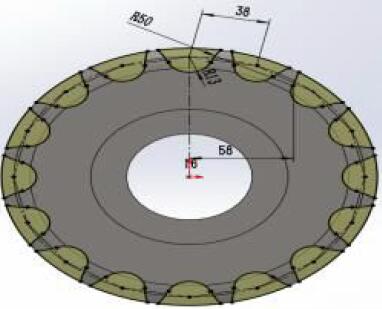
图1 链轮齿形
3.2 毛坯与加工特征的设置
链轮齿形加工的特征设置参数与程序生成在FeatureCAM软件上进行。
首先,对加工模型的毛坯与编程坐标系进行设置。使用毛坯属性,设置毛坯的形状、尺寸参数、材质等数据。同时设置零件的加工零点。设置加工坐标系。
其次采用FeatureCAM软件中的侧边特征识别功能,选取齿形面形成加工路径,如图2所示。

图2 特征提取
具体操作如下:首先选取新的特征按键;选取侧边特征,同时勾选FeatureRECOGNITION提取功能;最后通过点选需要加工面,完成加工特征的识别。
最后设置具体的加工参数与刀具参数。本文刀具选用D20立铣刀进行分层加工。加工参数设置中,可根据实际加工情况与刀具情况,设置Z向增量。本文由于所选设备:小巨人VTC200CN立式加工中心,适用于少吃刀,快进给的零件加工。因此,本次加工设置的z向增量为1.5 mm,X/Y平面采用螺旋进刀方式,每次吃刀量为刀具半径的33%。
完成参数设置后,通过软件生成粗加工刀具路径,如图3所示。

图3 齿形加工刀具路径
3.3 程序的生成
刀具路径设置完成后,通过NC代码生成功能,选取相应机床后处理,成加工程序。生成的部分程序如下(此程序选Fanuc OM.cnc机床后处理):
O0001
G00 G17 G40 G49 G80 G94
G91 G28 Z0
T1 M6
G00 G54 G90 X-118.333 Y41.384 S1000 M03
G43 H1 Z25.0 M08
Z3.0
G01 Z-1.5 F250.
X-107.519 Y39.369 F500.
G02 X-105.755 Y39.886 I5.658 J-16.031
X-99.197 Y41.089 I15.351 J-65.218
X-102.984 Y46.577 I53.184 J40.749
X-103.865 Y48.189 I14.455 J8.947
G01 X-112.937 Y54.411
X-119.097 Y17.514
X-111.608 Y25.572
G02 X-104.152 Y33.072 I9.747 J-2.233
X-90.222 Y34.668 I13.747 J-58.404
G03 X-88.311 Y39.283 I0.008 J2.7
G02 X-97.032 Y50.261 I42.297 J42.555
……
G02 X-108.88 Y9.302 I22.792 J55.502
X-112.898 Y19.086 I5.842 J8.116
G01 X-116.733 Y29.395
G00 Z25.0
G0 G91 G28 Z0 M09
G49 G90 X0. Y0.
M30
3.4 软件模拟仿真
通过FeatureCAM软件模拟加工仿真功能,通过与三维建模的零件进行对比,可以反映程序是否有明显过切现象。如图4所示。齿形面绿色代表尺寸合格(由于本文程序仿真,只加工了齿形面,蓝色面为未加工的内容,实际加工中在其他工序完成)。
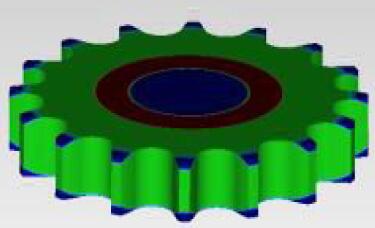
图4 齿形加工仿真对比
4、结语
本企业采用此齿形编程设计加工后的工件,各项检验指标均符合使用要求,且降低了生产成本,提高了加工效率,经验值得相关企业借鉴和推广。
参考文献:
[1] 王先逵.机械加工工艺手册第2版[M].北京:机械工业出版社,2015.
[2] GB/T 1243-1997,短节距传动用精密滚子链和链轮[S].
[3] SolidWorks2012从入门到精通[M].北京:清华大学出版社,2012.
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

