


1、普鲁特雕铣机DX6050 UG是当今世界最先进、面向先进制造行业。紧密集成的CAD/CAE/CAM软件系统提供了从产品设计,分析,仿真到数控程序生成等一套解决方案。本文介绍了非工程软件3D的人体模型在UG 软件处理和加工过程。
如图1所示为由3DMAX的stl文件格式导入UG软件的人头部模型,模型的类型为faceted boy,由于模性感类型,没有任何参数,UG中绝大部分建模和编程命令多对他无法操作,只有采用间接地方法去操作它。首先将模型的面部调整到较好的视觉角度,调整坐标系,做一个120mm*160mm长方形,通过Edit-transform-scale和translane命令将模型调整到合适的大小并移动到长方形中,然后对长方形进行extrude操作,将人头部模型中除像部包裹在六方体中,见图2,这样人像的加工模型就建立起来了,为了在加工模块中便于操作,通过对此模型已stl文件格式进行导出导入,使人像模型和六方模型如何融为一体,都变为faceted Boy类型。
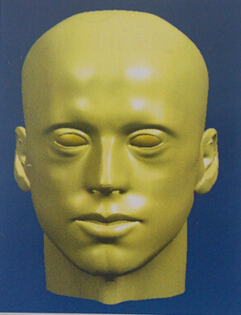
图1 人像模型
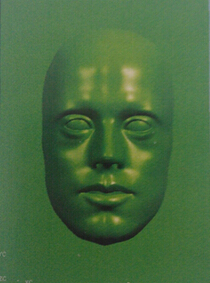
图2 人像加工模型
2、利用普鲁特雕铣机DX6050 UG加工模块进行模型加工
为了保证人像模型加工质量和效果,加工的材料选用航空锻铝,选用的机床为高速雕铣机DX6050,主轴转速最高可达3000r/min。
2.1数控加工工艺设计
根据人体模型的尺寸,选择120*160*70的毛坯。根据人像模型轮廓特点和材料特点,加工工序分为四个工序:初加工,半精加工,精加工和清根加工。
2.2刀具选用和切削参数的确定
为了确保加工的质量和加工的效果,刀具全部选用肯那硬质合金涂层刀具,粗加工选用¢10mm四刃立铣刀,切削速度为80mm/min,主轴转速n=2500r/min半精加工选用¢5mm四刃球刀铣刀,主轴转速n=5000r/min。精加工选用¢2mm四刃球刀铣刀主轴转速n=12000r/min,切削进给速度为1000mm/min。清根加工选用¢1mm四刃立铣刀,切,主轴转速n=24000r/min,切削进给速度为1000mm/min。
2.3数控加工编程
2.3.1编程准备
普鲁特雕铣机DX6050用的UG 软件对人像模型编程需要做几项准备工作:首先,将几何体WORKPIECE项毛坯设为120*160*70的方料,MCS加工坐标系设在矩形体上表面左下角;其次,为提高编程的效率,需预先对模型的像部做驱动画面,在具体编程时就可以利用UG的强大分类悬选择功能对指定的面进行特定选择,极大的提高了编程操作的效率和加工时间,降低了劳动强度。
2.3.2曲面加工编程
(1)粗加工 整体粗加工粗加工的目的在于尽可能快的幼小切除多余材料。采用型腔铣cavity Mill方式进行粗加工,选用10mm四刃立铣刀。粗加工采用高切削速度。高进给速度和小切削量的策略,尽可能的保持刀具负荷的稳定,减少任何切削方向的突然变化,保持最大和稳定的切削速度。型腔铣削方式随工件模式而定,每刀切深为0.5mm。选层优先,顺铣。部件加工余量设为0.3mm。内外公差设为0.3mm。在连接方式中选择优化方式、打开刀路方式,减少空行程,见图4.
图3 毛坯和驱动面
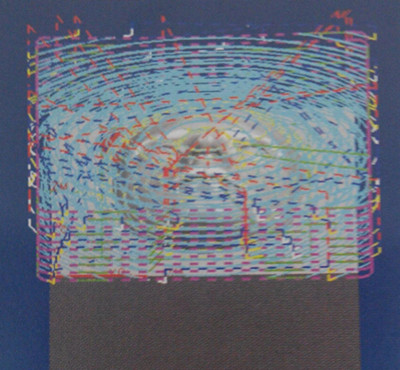
图4 粗加工刀路轨迹
(2)半精加工选择5mm四刃球头铣刀,采用FIXED CONTOUR加工方式半精加工,FIXED CONTOUR加工方式主要是对驱动面进行操作,非常适合对faceted Boy模型加工编程,以平行方式走刀,切削类型选择ZIG ZAG,以减少台刀次数,走刀间距是通过stepover的值定为100,模型内外公差设为0.03mm,加工余量设为0。图5半精加工横向走刀轨迹,通过对刀路观察,在模型的陡峭处切削不好,所以增加了对工件的纵向刀路见图6,对驱动面对切削方向选择就可实现。
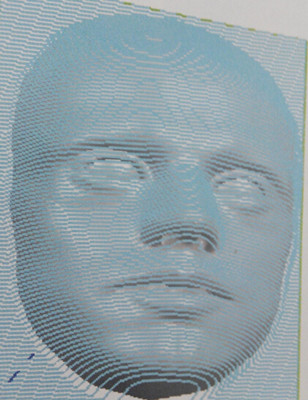
图5 半精加工横向刀路轨迹
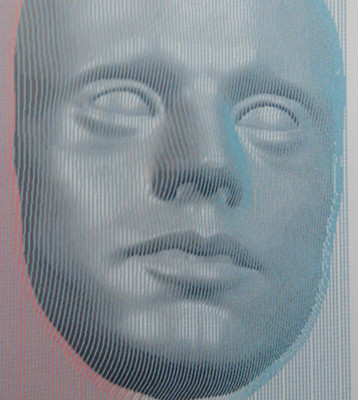
图6 半精加工纵向刀路轨迹
(3)精加工 精加工仍然采用FIXED CONTOUR加工方式,选择2mm四刃球铣刀,采用stepover的值定为300,以更加密集刀路对模型进行加工,加工余量设为0
(4)清根加工 清根加工采用Flowcut-smooth方式加工,采用1mm球头铣刀,选择面部的眼、口、鼻为加工区域,加工余量设为0,得到的加工轨迹见图7
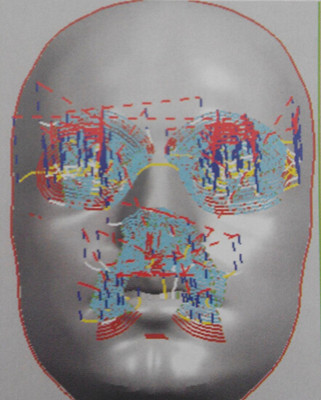
7图 清根加工刀路轨迹
2.3.3仿真加工
刀路程序编程完成后,对全部程序进行仿真机加工,检查程序有无过切现象,仿真加工结果显示,所有程序无过切现象。
2.4实际加工
刀路程序加工后处理后生成G代码的加工程序,传入数控机床进行实际加工,经加工验证,人像轮廓和细节形状清晰,加工表面光洁度高,而且切削效率较高。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

