


数控铣床加工的工件一般都比较复杂,也经常用到一些夹具,这样既有利于提高加工效率也利于保证加工精度。本人在实际批量生产加工一种电子秤的零件时,就曾遇到了带有曲线对称零件的正、反面加工倒角的问题。针对这类零件我设计了一套夹具,用此夹具装夹工件进行加工时,能有效地减少工件的装夹和定位时间,提高了加工效率和加工精度,工件批量较大时价值更加明显。下面将具体阐述以供大家参考。
1.问题提出
数控铣床加工吊耳零件(如图1所示)时要求倒角2mm×45°,工件其他工序已经完成,两大面已经加工好,两个孔已经镗削加工完毕,外圆弧余量2~3mm。在数控铣床上要求加工周边圆弧和倒角,圆弧边一次装夹可以加工完成,但是倒角需要正、反两次装夹才可以完成。在加工时外圆弧采用直径40mm的铣刀全厚度加工,为了提高效率不分层。具体加工工艺过程:工件找正→加工外圆弧→倒角→翻面装夹→进行反面倒角。这时关键就在于正、反两面要求倒角均匀一致,在加工过程中会存在以下几个问题:
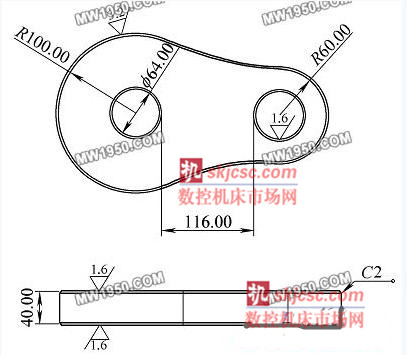
图 1
(1)工件在找正时存在不便。从图1可以看出这个工件只能以中心孔来进行定位装夹,而找平两个孔中心连线是比较费时、费事的,更何况是批量生产。
(2)就算找正了工件,加工中也会出现问题,外圆弧还好控制,但是两边的倒角就不好保证了。经常是正面加工合格,反面加工的时候,反面的圆弧就会出现一边过切一边切不到的情况。
(3)此工件基本上每个月都要加工一批,每批在50~100件不等。
综上所述,在实际加工过程中有必要设计和制作一个简单的夹具,能使工件进行简便、快速、准确的定位装夹,以保证加工时的圆弧精度和倒角精度,而且夹具力求结构简单,制作方便,有一定的通用性,可供长期使用。
2.问题分析
对于这种加工要求的工件,首先是如何能准确地进行定位装夹,找正是关键。工件以两个孔来进行定位装夹,一般都采用一柱一销的方法。所以我们首先采用了图2所示的夹具来进行工件的装夹、加工。
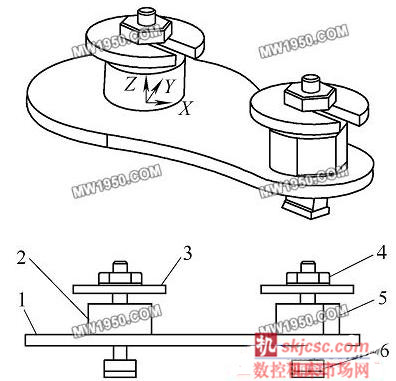
图 2
1.垫板2.圆柱定位销3.开口压板4.螺母5.削边定位销6.T形块
垫板1支撑工件,为加工外圆弧给刀具留出走刀空间,两个孔由镗床加工,保证孔距为工件标准孔距。圆柱定位销2、削边定位销5用来定位工件;开口压板3可以快速装卸工件提高效率;T形块6将夹具固定在工作台上。
方法步骤如下:
(1)先将削边定位销紧固在工作台上。
(2)再将垫板、圆柱定位销装上,但是圆柱定位销不可紧固死,而是稍微给一定的预紧力即可。
(3)利用百分表找正两个销的中心轴线,使其水平,录入数控机床。
(4)装上工件,压紧压板。
(5)数控机床执行已经编制好的数控程序,首先加工外圆弧,然后倒角。
(6)卸下工件,翻转过来再次装夹,加工反面倒角。
图3是工件装夹效果图。经过几批零件生产实践后,我发现其中还是存在不少问题:
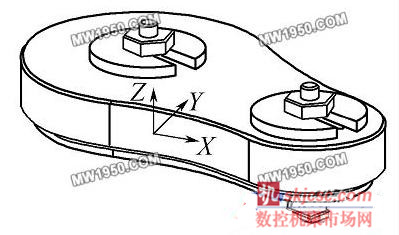
图 3
首先,工件找正、刀具对刀还是比较麻烦。例如:工件的找正只能用百分表测量两个圆柱的外圆,而且由于采用的削边销,找正就更为不便,误差有时比较大。
其次,由于整个工件在加工过程中是靠两个T形块、螺栓、螺母、压板进行压紧定位,紧固程度显得有些不够,加工过程中在切削力的作用下会发生微小位移。致使反面轮廓倒角经常出现一边有、一边无的情况。
再有,一旦出现夹具松动,又要进行重新找正。对于这类问题,我觉得关键在于夹具上,夹具不解决,效率、精度将无从谈起。所以对这个夹具做了进一步改进。
3.问题处理
那么如何解决此类问题,以便我们在加工过程中能够尽可能地提高效率、增大夹具刚性,我构思设计一个夹具,能实现以下功能:
(1)夹具在机床上找正不再通过圆弧而是变为利用百分表找直线,这就简化了很多。
(2)将几个夹具零件合为一个,减少了定位误差,也增加了刚性。
(3)改变了夹持力的受力点,提高了加工过程中的稳定性。
夹具的整体结构如图4所示:
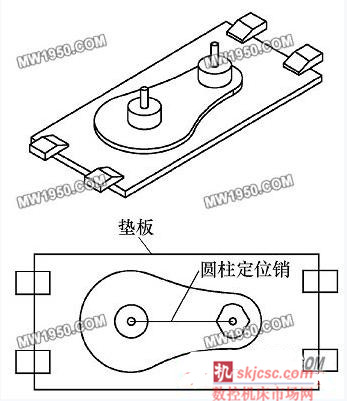
图 4
经过改进,在原来的夹具下面加了一块大的垫板,并将这块大的垫板与原来夹具中的垫板、圆柱定位销和削边定位销4个部分合成一体。为了保证精度,利用加工中心进行仔细加工,关键保证两点:①大的垫板上边与两圆柱中心线要平行,平行度误差不大于0.015mm。这样夹具找正的时候只需要用百分表找正直边就可以了,而且方便易行。②两圆柱与大垫板底面的垂直度误差不大于0.015mm。在实际加工中效果图如图5所示。
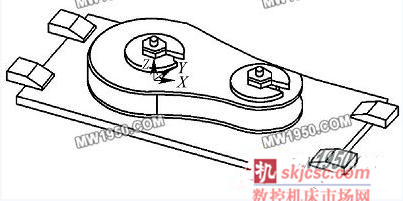
图 5
改进后方法步骤如下:
(1)找正夹具直边。
(2)数控机床执行已经编制好的数控程序,首先加工外圆弧,然后倒角。
(3)卸下工件,翻转过来再次装夹,加工反面倒角。
经过几批零件加工实践,效果很好,对刀找正方便、夹具整体刚性好、倒角对称均匀。零件外观质量得到了客户的好评。
4.效果总结
此夹具在实际生产应用中,极大地提高了装夹速度,提高了生产效率,同时加工精度也有了保证。我们将改进前与改进后的夹具做一个对比(一批零件50个):
使用改进前的夹具:
(1)一批零件加工过程中至少要重新找正3~4次。
(2)由于夹具刚性不好,切削力不能过大,所以有时候不得不分层加工。
(3)经常出现倒角不均匀的现象,直接影响零件外观。
(4)加工一批零件50个要3天左右。
使用改进后的夹具:
(1)一批零件加工过程中不用重新找正。
(2)刚性提高不用分层加工。
(3)倒角均匀,外观漂亮。
(4)加工一批零件50个一天半左右,效率提高一倍。
此夹具还可以用在其他的类似工件加工上,方便、高效、可靠。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

