


[摘要] 利用电火花线切割加工实践中,常会碰到一些大角度的斜面加工,而线切割机床正常装夹下只能加工倾斜角度±15°范围内的斜面,为解决这一问题,利用了螺纹传动原理和正切函数关系,设计一种通用型工装结构,用于线切割机上各种角度斜面的加工。
1 、问题的提出
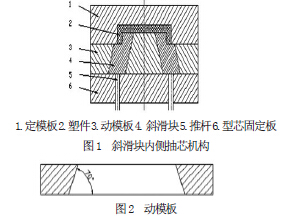
模具加工与装配的实习过程中,经常需要对模板上的斜孔和斜腔进行加工,常用的加工方法是采用加工中心加工或线切割加工。加工中心常用的有三轴加工中心加工和五轴加工中心,由于三轴加工中心加工斜面效率低且不适用于模具单件小批量生产,五轴加工中心效率高但设备昂贵且普及率不高,而线切割加工方法相比之下编程简单快捷,效率高,故我校多采用线切割加工,但线切割加工方法在实践中也存在一些问题。如图1 所示塑件内侧有凸起,为便于开模取出塑件,采用了内部斜顶机构,图2 动模板斜孔采用电火花线切割加工,但动模板内孔斜度为70°(竖直方向20°),超过线切割所能加工的最大斜角±15°,正常装夹下电火花线切割无法进行加工,如果通过斜夹来进行加工,装夹效率非常低。
2、解决方案
利用了螺纹传动原理和正切函数关系,设计了一套适用于线切割机床的斜孔加工的通用工装,解决线切割加工大角度斜面装夹、校准、定位的问题。
2.1 工装设计要求
设计的工装不仅要能实现模板加工角度的调整,并能保证加工精度以满足设计和加工需要,同时根据工装夹具设计原则,该工装还应具有操作简便、加工制作难度小、成本低等特点。
2.2 工装结构
2.3 工装工作原理
2.3.1 角度定量控制原理
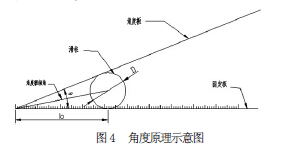
如图3 所示,设置旋转螺母与螺杆相配合,参照外径千分尺结构原理,设计螺杆导程为1mm,旋转螺母顺时针每转一周,螺杆向前移动1mm。右端表盘一周等分成100 格,则手柄每转动一格,螺杆推动滑块向前移动0.01mm。
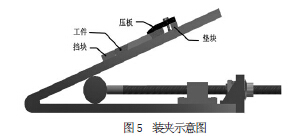
如图所示,根据几何原理可知滑柱的圆心在θ角的角平线上,利用正切定理,可以计算出倾斜的倾角θ大小。
![]()
滑柱直径为D,半径为R,滑柱与固定板切点至两板的理论交点的距离为b。滑柱设计尺寸为90mm,利用公式计算,当工装夹角θ为10°时,b 值为514.352,将此距离定为螺杆移动的起点,初始定位角度为10°,标记为0,再在固定板上间隔1mm加工刻度线和标记尺寸。螺杆向前移动距离为X,常用X值见下表1。

X的数值读数方法:参照外径千分尺读数方法,在固定板上读出整数部分(一格为1mm),再加上手柄处表盘上的小数部分(分度值0.01)。可在工装上附装一简单计算器,其内设置计算公式:b=R×tanθ/2,如图2 中要加工的动模板倾角为20°,则只需输入20,则该计算器自动出b 值。该工装设计加工角度范围为10°≤θ<90°。
2.3.2 工装工作原理
该工装由1.固定板、2.角度板、3.支撑块、4.螺钉、5.滑柱、6.螺杆、7.多角度锁定铰链、8.支架、9.旋转螺母、10.滚动轴承、11.推力轴承、12.螺母组成。如图5 所示,将工件利用压板、挡块和螺钉固定在角度板(注意悬出足够位置进行切割),通过计算得出滑柱的移动距离X,通过转动旋转螺母经螺纹传动使螺杆推动滑柱5 前后移动达到计算距离,进而再使角度板2 发生角度摆动,角度板2 与固定板间设置有多角度锁定铰,当角度调好后,按下多角度锁定铰上的按钮进行锁定。为确保角度正确,可先用万能角度尺进行校验,检验正确后,就可以进行穿线和线切割加工了。
2.3.3 工装装夹误差及失效分析
1) 误差分析。该工装的误差主要有四个方面。一是计算误差,通过正切定理计算得出b 值保留小数点后三位,千分位进行了四舍五入产生了误差。通过计算误差小于0.3 秒。二是定位误差,通过类似千分尺工作原理来定位的滑柱距离时,由于千分位为估读位,在旋转螺母定位时,最后一位为估值故产生了估值误差,同理计算后误差值小于0.3秒。三是加工制造误差,该工装结构中重点要保证两板的平面度,以及滑柱的圆柱度和尺寸误差。影响最大的是滑柱的直径误差值,经过精车再研磨等精加工手段后,查相关资料,研磨加工精度可达IT01,考虑加工成本定为加工尺寸误差IT1,查公差表得出公差值为0.0015mm,研磨后的滑柱误差对角度影响可忽略不计。四是刚度误差,在装夹工件后,通过受力分析可知角度板主要受工件压力,会产生一定程度弯曲,弯曲变形进而影响θ的大小,由于角度板材料为45 钢厚度25mm,弯曲变形非常微小可以忽略不计。综上所述,该工装设计总体误差应小于1 秒。
3、 失效分析
由于线切割加工不产生切削力,主要受力来自于工件自重的压力,通过受力分析最易失效处为滑柱和角度锁定铰,由于加工对象多为中小型零件,设计工装结构足够保证装夹强度和安全可靠性。
4 、工装的固定
将工件固定板螺钉孔与线切割机床的固定轨上螺钉孔通过螺钉连接即可,然后校平固定板的水平就可使用了。
5 、结语
该工装结构简易、制造成本低,操作简单、适应性强。我校加工工件对精要求不高,将多角度锁定铰用普通铰链替代,通过该工装的使用,我校斜孔类零件的线切割加工效率得到了很大的提高。同时,在工厂的实际加工生产中,该工装能有效解决工件斜面、斜孔、斜腔的线切割加工问题,具有一定推广的价值和意义。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

