


激光加工即是利用激光作为能量,将材料熔化而后成型的一种加工方法。按加工的目的,可以分为激光切割、激光打标、激光焊接、激光熔敷、激光增材制造等。激光的温度可达到6000°,作用于材料能瞬间将材料熔化甚至气化。作为典型的热加工,以热影响区小、加工速度快,成型后无需后续加工而著称,特别适合于薄板或受热容易变形的材料。考虑到激光的安全性,以及激光加工的高效性,激光加工通常采用自动化辅助生产,能高效完成加工任务。
激光加工的基础是激光加工系统,武汉法利莱的万瓦加工系统,集激光切割、焊接、熔敷、扫描焊一体,是激光加工系统的集大成者。
一套完整的激光加工系统包括激光器(含光纤、冷水机和稳压电源)、激光头、运动机构(机器人或机床)、工作平台、其他辅助装备(工控机、冷干机、辅助水气等)。以下简要介绍激光器、激光头和运动机构等三部分。
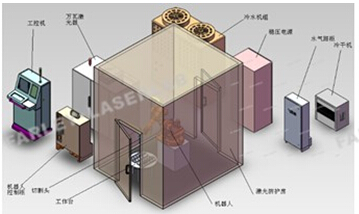

图1 激光加工系统模型(上)和万瓦激光器(下)
激光器是激光加工的核心,目前,主要采用光纤激光器,其光束质量好,电光转化效率高,免维护,适合于各种材料加工。
目前主流的激光器有CO2激光器、光纤激光器、半导体激光器、碟片激光器等。
方向单一是激光的主要特性,基于这一点,可以通过光学传输输出不同大小的光斑,从而适用不同的加工。另外,激光能量集中,使得激光的穿透能力强,适用于厚板的加工。
激光加工系统适应于加工件结构特点的运动机械构成其运动机构,通常采用机床加工,目前主流的加工手段是机床加工,其加工精度高,稳定性好,主要应用于二维加工,包括激光打标、激光切割、激光熔敷;采用机械手臂,柔性好,易于实现三维加工,包括三维激光切割,激光焊接等;加工精度比机床精度差,灵活性更佳,占地面积相对较小。

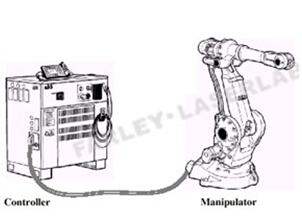
图2 机床(上)和机器人(下)
激光头是激光加工输出光能量的终端机构,通过光学镜片组合,先将激光扩束,然后通过光学镜片将激光放大的过程。按照激光加工的功能,可分为激光切割头,激光焊接头,激光熔敷头,扫描激光头,激光打标头等。
普通的激光切割头,附带吹气嘴,采用高压能将激光熔化的材料吹除,从而形成切缝。目前汽车厂主流使用的激光钎焊头,其附带激光自动聚集功能,从而更加有利于激光加工的稳定性。扫描激光头,能利用镜片角度的转动和位置的移动,保证激光作用于工件的光斑大小不变,而且通过精确的控制,在激光头姿态不改变的前提下,能够实现圆形,直线段,C型等结构的焊缝结构。
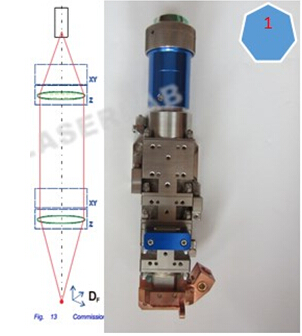
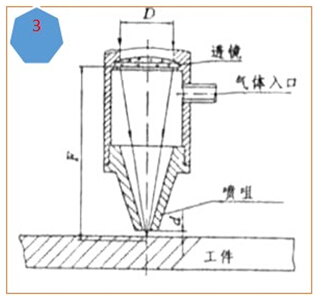

1 激光焊接头;2 激光钎焊头;3 激光切割头;4 激光扫描焊接头光束原理
图3 各种激光加工头
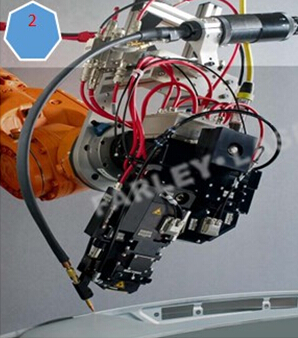
激光加工应用效果如下所示

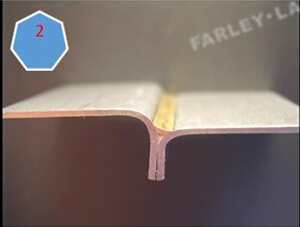
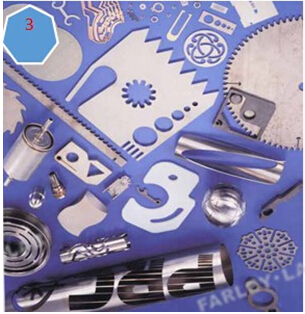
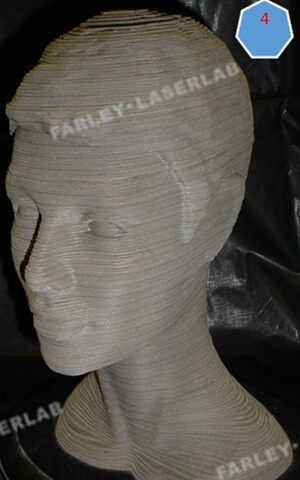
1 激光打标;2 激光钎焊;3 激光切割;4 激光增材制造
图4 激光加工效果图
机器人应用
蒸气机的发明,部分的解放了人类的双手,使得工业革命变成一种可能;发电机的发明,电力代替人手工劳作得到普及;计算机等的发明,给机械安装大脑,带来机械运行速度的极大提升;未来智能工厂的普及,将使得制造不再以标准化的产品为准,而将以人的个性化需求为基础,通过智能控制整个产业链,极大的满足个性化需求,而且能有效的提升产品的生产效率。机器人的应用,是通向智能制造的一个基础。
目前,主流的机器人厂家有德国KUKA,日本的FUNAC,瑞典的ABB,国内有首钢的莫托曼和沈阳新松机器人。机器人主要有两部分组成,包括硬件(主要是指机器人的机械手臂,包括减速机、编码器等)和软件(机器人本体的控制器)。
工业机器人有以下三大功能:
1、运动功能(在可达空间内任意点的运动到达);
2、信号交换及功能实现(与其他设备进行信号交换,控制其他设备的开启和关闭,或被PLC控制与其他设备一起实现功能);
3、仿真及轨迹模拟(图5如示,通过仿真及轨迹模拟,研究机器人轨迹的可达性、CT循环时间等)。
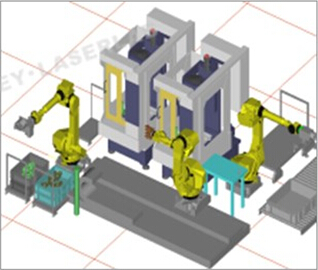

图5 机器人模拟(上)及机器人轴数(下)
关于机器人的选型,考虑以下问题:
1、品牌及定价;
2、负载:机器人六轴负载重量和转动惯量;
3、轴数:机器手臂的轴数量(如图5右所示);
4、行程:机器人所能达到的最大路径区间;
5、精度:达到某位置点的精度和重复运动的定位精度;
6、安装方式:水平或倒置;
机器人的主要应用如下:点焊、搬运、喷涂、切割、涂胶(如图6)等;



1 点焊;2 搬运; 3 喷涂;4 涂胶;5 切割
图6 机器人应用
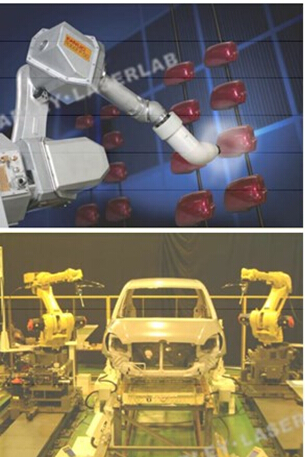
机器人视觉
机器人视觉(如图7)是使机器人具有视觉感知功能的系统,是机器人系统组成的重要部分之一。机器人视觉可以通过视觉传感器获取环境的二维图像,并通过视觉处理器进行分析和解释,进而转换为符号,让机器人能够辨识物体,并确定其位置。机器人视觉硬件主要包括图像获取和视觉处理两部分,而图像获取由照明系统、视觉传感器、模拟-数字转换器和帧存储器等组成。根据功能不同,机器人视觉可分为视觉检验和视觉引导两种,广泛应用于电子、汽车、机械等工业部门和医学、军事领域。汽车行业中,经常用机器人视觉来读取车辆类型、测量车身的尺寸。
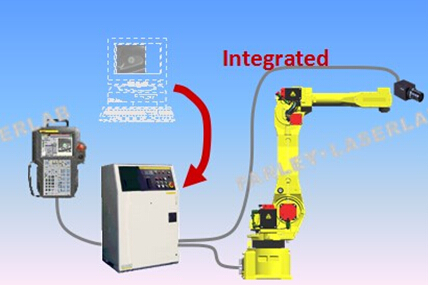
图7 机器人应用
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

