


【摘要】齿轮传动会被广泛应用于各种机械中,具有传递功率范围大、传动效率高、传动比准确、使用寿命长、工作可靠等优点,也存在对制造和安装精度要求较高以及成本较高等缺点。齿轮加工的基本要求是齿形准确和分齿均匀。齿轮的加工方法很多,最常用的是切削加工法,此外,还有铸造法、热轧法等。齿轮的切削加工法可以分为仿形法与范成法两大类。单件齿轮在线切割上加工,通过实际加工只要控制好公法线长度的公差值,试用效果良好工作可靠,也能满足高精度、传动效率高等优点。
一、引言
齿轮加工的基本要求是齿形准确和分齿均匀。齿轮的加工方法很多,最常用的是切削加工法,此外,还有铸造法、热轧法等。齿轮的切削加工法可以分为仿形法与范成法两大类。仿形法是用与齿轮齿槽形状相同的圆盘铣刀或指状铣刀在铣床上进行加工,如下图所示。指状铣刀主要用于加工大模数(m>8mm)的齿轮。这种加工方法精度低,而且是逐个齿切削,切削不连续,故生产率很低,仅适用单件或小批生产低精度的齿轮。范成法也叫展成法,它是利用齿轮的啮合原理来切削轮齿齿廓的。这种方法加工齿轮精度较高,是目前轮齿加工的主要方法。范成法种类很多,有插齿、滚齿、剃齿、磨齿等,其中最常用的是插齿和滚齿,剃齿和磨齿则用于精度和光洁度要求较高的场合。本文章根据单件齿轮在线切割上加工,通过实际加工只要控制好公法线长度的公差值,试用效果良好工作可靠,也能满足高精度、传动效率高等优点。
二、在线切割上加工齿轮的背景
在针对汽车四轮移动式升降机现存的爬坡能力不足,行走速度偏快等缺陷进行了技术改造。
通过现场对该机实地测绘,决定在汽车后桥输入端增加一级减速机构。因受空间位置的限制,要求该机构应具备:结构紧凑合理、传件受力与后桥传动件匹配、拆装维修方便。针对上述要求,做了以下设计:
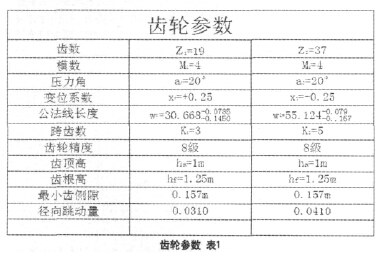
根据齿轮啮合理论,在中心距不变的情况下,齿轮采用高度变位,小齿轮变位系数为x1=0.25 大齿轮x2=-0.25(齿轮参数表1)因空间限制,减速箱厚度控制在95毫米以内,即在满足深度的前提下,减速箱结构紧凑。
三、齿轮公法线长度的准确公差值在线切割机上实现原理
目前齿轮齿形的加工一般在滚齿机、插齿机上进行。其公法线长度范围控制比较容易。如果在线切割机床上加工渐开线齿轮,首先要解决控制齿轮公法线长度的公差范围,需要根据公差值确定钼丝的补偿量。现以小齿轮的加工为例,介绍齿形的加工过程:为了保证公法线长度30.669mm,钼丝的让刀控制在齿圈一侧;公法线长度的公差控制在-0.079~-0.145mm之间,取公差范围的中间值-0.112mm。即钼丝在齿轮轮廓线上让刀量为0.055mm;在计算机上设定公法线长度为30.669mm-0.112mm=30.557mm。加工后放大、小齿轮轻单向和装配后检验。齿轮双径向跳动,同轴度两齿轮齿隙0.17mm均符合图纸要求。
因此单件或试验性阶段加工齿轮是可行的。齿轮在线切割机上加工也能准确的控制在公法线长度的公差值。
四、结束语
单件齿轮在线切割上加工,控制好公法线长度的公差值,满足工作可靠,也能满足高精度、传动效率高等优点。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

