


基于伺服驱动的非标加工中心高速刀库系统及程序开发
2018-3-19 来源:佛山职业技术学院 普拉迪数控科技 作者:李本红 李欢
摘要:非标数控加工中心对刀库的要求重点在高速与高可靠性,论述了加工中心直取式飞碟刀库的设计机理及结构,设计了绝对式刀库程序,优化了换刀过程,并结合铝材 3 轴加工中心进行了实际使用。结果表明,程序可靠性与换刀准确性都很高,达到了非标设备厂家的加工要求。
关键词:非标;加工中心;刀库;系统和程序设计
针对国内制造业高精度、产品工业设计复杂程度的增加以及非标制造设备行业的快速发展,对非标高速加工中心的需求越来越多,快速性、可靠性等性能要求也越来越高。高速加工中心作为数控机床的核心,其高速、高效、高精度等性能,在高精度制造业设备中占有不可替代的地位,国内许多非标数控机床厂的设计和开发能力具有国际水平或接近国际水平。
然而国内许多非标设备制造企业在高速主轴与高速进给的前提下提出对高品质高速加工中心提出更高的换刀要求,佛山普拉迪数控科技有限公司与佛山职业技术学院经过共同开发非标高速换刀设备,已成功开发高速飞碟式换刀程序和系统的设计。
本文采用台湾东元交流伺服驱动器和台安飞碟刀库进行改装高速非标主轴,并对系统进行了设计,对刀库程序进行了开发。
1 、非标刀库系统简介
PYA 系列高速加工中心,是自主开发研制的高速非标加工中心机床,主要针对铝型材非标加工,主轴转速 15 000 r/min,主轴额定扭矩 52 N·m,X 轴快速移动速度为 60 m/min,Y、Z 轴快速移动速度均为48 m/min,X、Y、Z 此 3 轴进给速度均为 36 m /s。
飞碟式刀库的结构如图 1 所示,它是由回转体和分布其上面的刀夹单元及伺服驱动电机等组成。通过 i= 1∶89 的摆线针轮减速机进行刀库的回转驱动。刀库伺服驱动器采用东元 JSDAP-30 交流伺服驱动器,配套伺服电机采用 JSMA-PSC08A7 (功率为0.75 k W,力矩为 2.39 N·m,转速 3 000 r/min,额定电流 5 A,输出电压 0~230 V,编码器规格为 17BIT 绝对编码器),刀库采用台安飞碟式 16 位刀库,飞碟式刀库采用液压驱动进行直取式抓刀,伺服电机驱动进行到位查询,采用绝对式编码器对刀位进行检测。
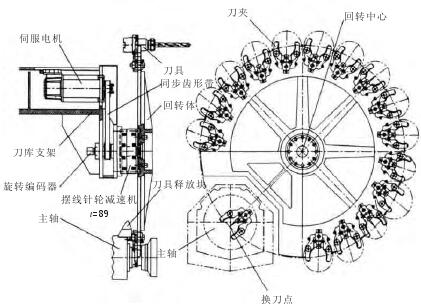
图 1 刀库结构示意
2 、系统控制设计
2.1 伺服驱动器参数设定
采用东元伺服驱动器进行刀库系统设计,设定伺服驱动器为刀库控制模式,伺服电机控制为有刹车模式,刹车采用 24 V 直流供电,伺服驱动器参数设定决定系统的工作模式,具体参数设定过程按照图 2 参数设定过程进行设定。其中加减速设定要求启动和制动比较平滑,没有过冲现象。
换刀旋转速度最大设定为 3 000 r/min,结合系统要求,PYA 系列加工中心的换刀速度设定为 1 500 r/min,刹车延迟和动作时间分别为 66.67 μs,刀库数量为 16,刀盘减速比的设定按照现场调试过程中的刀位定位情况进行调整,本系统设定为 80。
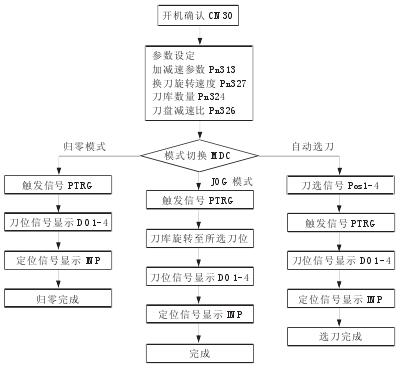
图 2 参数设定
2.2 刀库系统宏程序设计
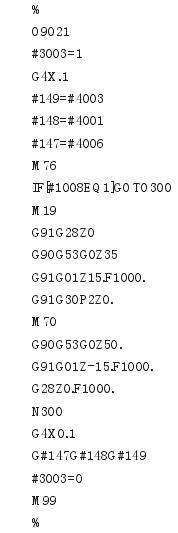
为避免在调用刀库过程中出现调用混乱,同时绝对式飞碟刀库退刀采用机械式退刀,退刀偏心挤压行程大约在 10 mm 左右,退刀速度分为两种,挤压退刀时采用低速,以免过大的机械冲击造成设备的损坏,其换刀宏程序程序如下:
2.3 系统编程思想
非标快速刀库程序的 PMC 程序编写前提是必须了解飞碟式刀库的工作原理和刀库的动作过程,本程序按照 PYA 系列加工中心非标快速刀库的要求进行编写,不同的非标高速加工中心,刀库不同,工作原理基本相似,PYA 系列高速加工中心机床具体换刀过程参考图 3。
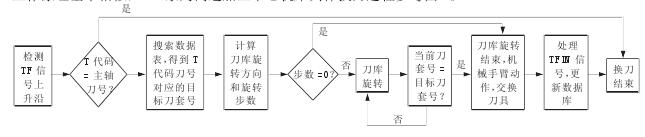
图 3 飞碟式快速刀库换刀过程
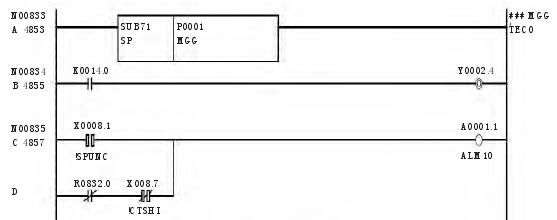
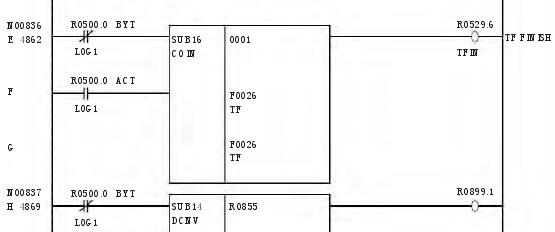
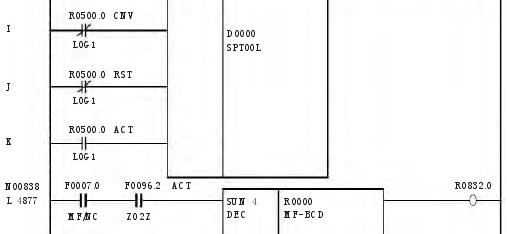
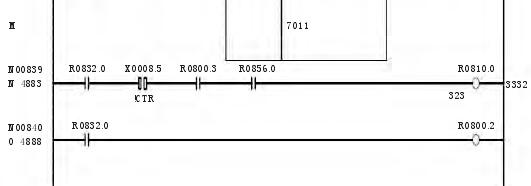
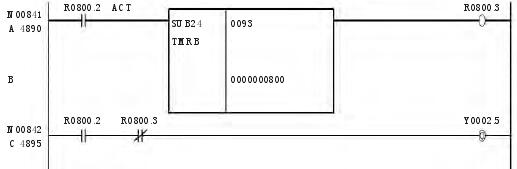
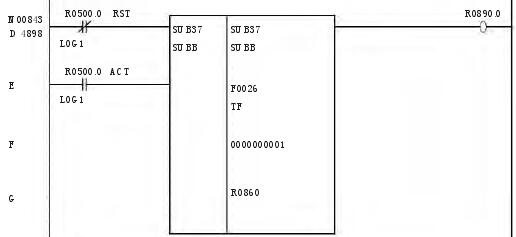
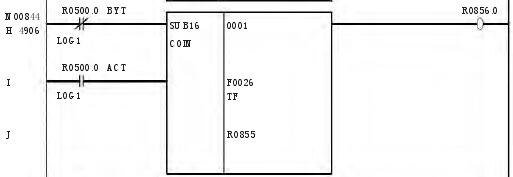
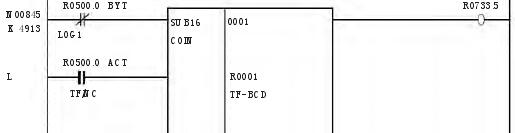
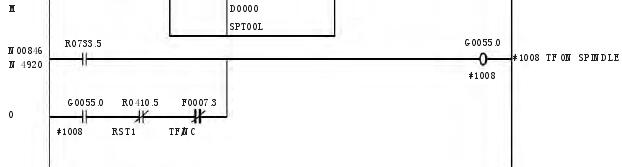
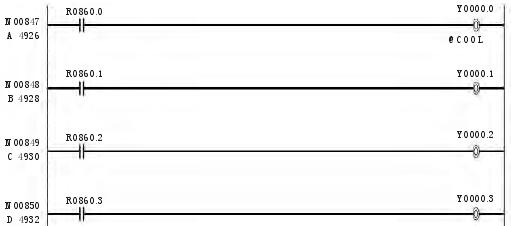
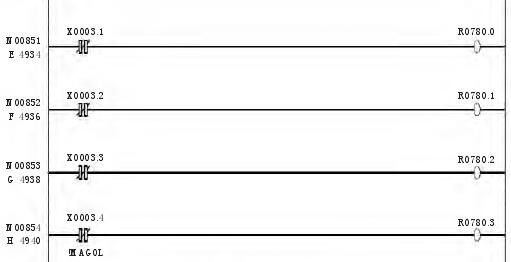
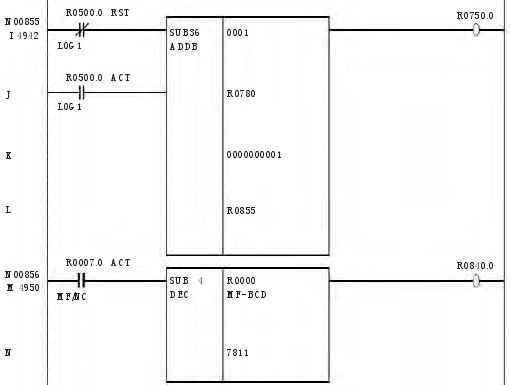
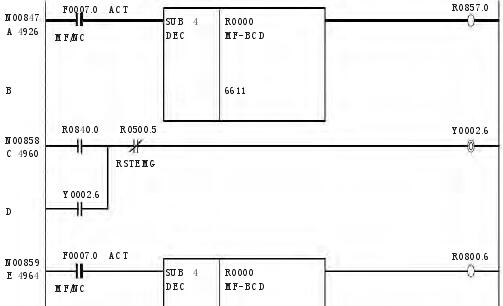
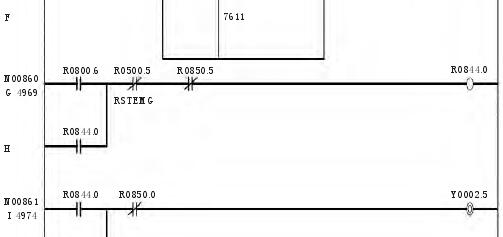
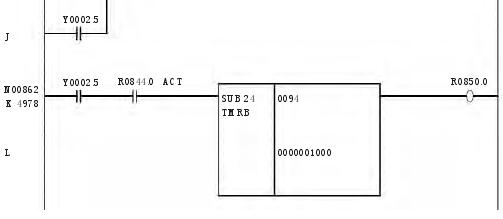
2.4 PMC 程序的设计
按照换刀要求及换刀过程,针对快速刀库的要求,编写了 PMC 程序,此程序适合于 FUNAC 0i mateMD 系统。进过现场调试,飞碟绝对式快速刀库的 PMC 程序如下:
3 、小结
本刀库程序开发完成后,已经在 PYA 系列数控加工中心上应用,达到了合作开发设计的目的,换刀速度与国外同类高速加工中心产品的水平相当,其性能可靠,换刀过程平稳,换刀过程无过冲,运动平衡无冲击,该系列非标高速加工中心的加工速度有了很大的提高,提升了国产化率和自主开发的能力指数,降低了生产成本,对加工中心刀库设计有一定参考价值,值得推广。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

