


金刚石工具在铸铁加工中的应用实例
2014-3-16 来源:数控机床市场网 作者:-
前言
目前,国内用于加工铸铁的工具主要为硬质合金刀具、刚玉(或碳化硅)磨具等,这类工具在使用中普遍存在着加工效率低、加工质量差、工具安全性低等缺点,尤其在加工材质为耐磨铸铁以及铸铁件的白口层、孕沙层时,这类工具表现出明显的不适应。借鉴日本利根公司关于铸铁切断用金刚石锯片的设计思路,在生产同种产品的同时,我们延伸开发了金刚石磨片、金刚石钻头等系列产品,使金刚石工具满足了针对铸铁的开槽、切断、修磨、钻孔等几种不同作业的要求。对比于传统工具,金刚石工具在加工质量、使用寿命、加工效率几方面指标成倍的提高,表现出高效、低耗、安全的特点。
技术方案与原理
该工具采用电镀(电铸)方式制造,属电镀金属结合剂金刚石工具。
针对铸铁材料和金刚石工具的特性及使用要求,在工具的设计制造中着重解决了以下几个方面的关键问题:
1、金属镀层与基体间的结合强度问题
铸铁件的切、磨加工往往是在一种无冷却水环境中,即干切、干磨,对电镀类产品而言,无冷却作业使工具自身的温度升高,极易使镀层与基体间开裂,导致镀层脱落。为解决这一难题,采取以下几种设计:
(1)基体的材质选择低膨胀系数合金钢,选用接近基体材质成分的金属盐作为镀液的主盐,降低基体与镀层间不同材料的热膨胀系数差;
(2)基体表面预镀Cu层作为过渡层,增加基体与镀层间的结合强度;
(3)基体采用电学活化工艺;
(4)上砂镀与增厚镀工序采用不同镀液配方,改善镀层内应力状态,减少镀层异常脱落因素。
2、对工件的加工效率问题
由于金刚石工具是以其表面密布的金刚石微切刃来实现对铸铁的加工,因此,使用中易出现切刃被切屑堵塞或磨钝而影响效率的情况,为解决这一问题,采取如下设计:
(1)选用高品级粗颗粒金刚石单晶作为切削刃;
(2)通过控制增厚时间控制金刚石颗粒在镀层中埋入深度,确保平均出刃高度0.1mm以上;
(3)优化电镀工艺,采用镀液循环、过滤、仿形阳极等手段,改善电场中电力线的分布状态,使镀层平整,减少金属瘤出现。
3、安全问题
采用优质钢板,设计合理结构形式,消除应力集中情况,从而避免了使用中基体碎裂。
实验及应用
基于上述原理,设计制造了适应不同作业场合的金刚石工具:
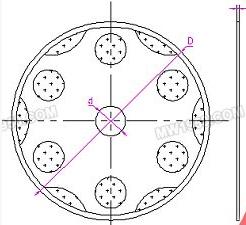
1、金刚石锯片
该产品采用优选的设计方案,用于铸铁件的冒口、铸管、活塞环等的切槽、切断工序。
基体采用退火合金钢板,切刃采用MBD12级40/45粒度金刚石单晶,为防止锯片在作业中基体被划伤影响使用,在基体两侧面二次镀覆RVD70/80金刚石单晶保护片。
该产品进行如下条件的切断实验:
实验机:固定式切机RC-16型 功率:2.2KW 主轴转速:1900r/min
切断对象:QT40-17 直径30mm 退火硬度HB230
实验方式:载荷:2Kgf 无冷却 、切断
实验数据如下:
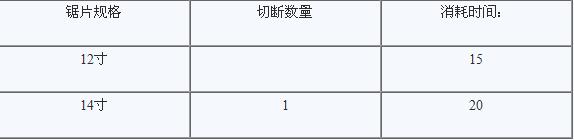
应用表明,该产品寿命相当于同规格树脂切割片的50-80倍,且操作方便、安全性高、劳动强度低。
外观及规格如下图:
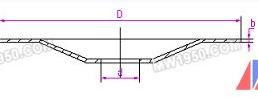
2、金刚石磨片
该产品用于铸铁件冒口清理,飞边、棱刺的清除等作业中。
基体采用冷轧钢板,模压成型后精加工而成。磨料选用MBD8品级40/456粒度。
应用表明,该产品寿命相当于同规格树脂钹型砂轮的30-50倍,且安全性极高。
外观及规格如下图:
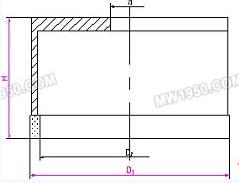
3、金刚石钻头
用于特殊情况下铸铁管的取芯钻孔作业中。
基体采用45钢管材,磨料选用MBD8品级40/456粒度。
应用表明,该产品特点是高效、安全性极高
外观及规格如下图:
结论
经合理设计与实验,证明可以采用优化工艺的金刚石工具对铸铁材料进行加工,该类工具表现出良好的使用性能。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

