


双中间轴变速器以其良好的传动性能及较大的承载能力,在重型车市场发挥着巨大作用。因其结构需要,中间轴上齿轮都需要对齿加工,其对程度高低,直接影响到变速器的装配质量,进而影响整个变速器的使用性能。本文根据公司新产品加工需要,设计出一种简单的对齿装置,能够使内外齿对称度得到稳定保证,而且结构简单,操作方便,受到使用者的广泛好评。
1. 工艺流程
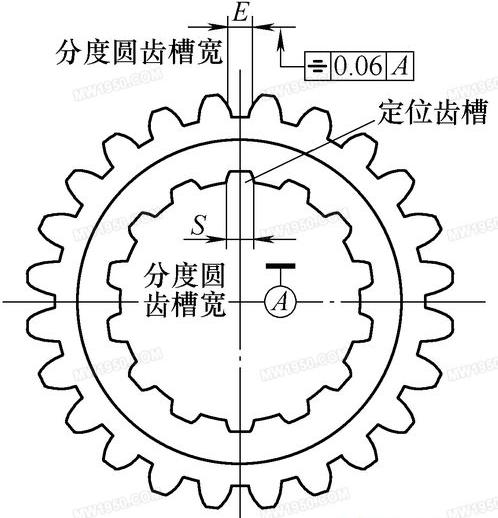
图1 中间轴二挡齿轮
我公司某型号变速箱中间轴二挡齿轮采用内花键齿槽与外齿圈齿槽对称结构,且对称度要求在0.06mm以内(见图1)。为满足产品设计要求,我们采用如下工艺流程:
(1)内花键 因内花键孔径较小,如采用插齿加工工艺,插齿刀直径很小,且插齿刀齿数较少,插齿加工后工件内花键质量较差,插齿刀寿命低,加工效率低。故内花键我们选用加工效率高、加工精度高的拉刀拉削工艺。
(2)外齿圈 为保证外齿圈的加工精度,选用插齿后剃齿的工艺,这样就需要设计一套插外齿圈的插齿对齿夹具。
2. 对齿问题分析
根据产品设计要求,工件加工完成后必须保证内花键某一齿槽与外齿圈某一齿槽对称,我们选用内花键某一齿槽定位,然后使插齿刀某一刀刃刚好切去与内花键定位齿槽相对的外齿圈金属(见图2),即可实现加工后工件对称度要求。
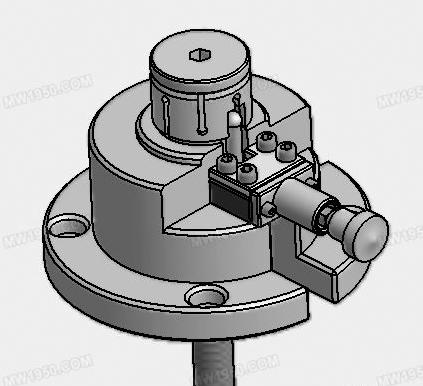
图2插齿加工示意
3. 对齿问题解决
为满足产品的插齿对齿要求,我们设计了如图3所示对齿夹具,其结构为采用圆球在工件内花键齿槽定位方式,圆球固定于滑块上,滑块采用弹簧驱动。使用时,用手推动手柄,装入工件,松开手柄,用手轻微旋转工件,使圆球定在内花键齿槽中,使工件圆周方向良好定位,再拉紧涨套,实现工件定心及涨紧。
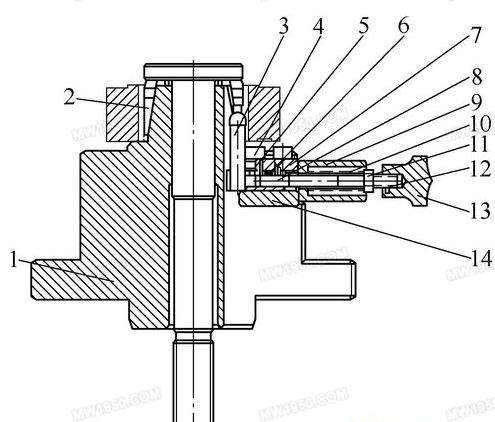
图3插齿对齿夹具
首轮试制时,共投制50个工件,机床及对齿夹具调试好后,连续加工45个工件,全部进行对称度测量,对称度能够稳定保证在0.06mm以内。满足了现场生产需求。
4. 结语
通过现场实践,采用该加工工艺方案及插齿夹具插削加工外齿圈后,其对称度可以稳定控制在0.06 以内,完全满足了该工件的批量生产。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

