



FANUC加工中心机械手换刀PMC设计
2024-6-11 来源: 苏州市职业大学 机电工程学院 作者:董晓岚
摘要:分析了圆盘式刀库配换刀机械手换刀动作的控制逻辑,设计了控制接口信号与自定义M代码,基 于FANUC数控系统编制了换刀宏程序和 PMC程序。换刀控制动作包括刀盘找刀、主轴定向、刀套控制、刀臂控制和打刀缸控制,由换刀指令调用换刀宏程序,PMC 换刀程序执行自定义 M 动作代码实现换刀动作。重点研究了随机方式刀盘找刀的控制逻辑和整个换刀动作之间联动的互锁条件逻辑。
关键词:加工中心机械手;PMC;FANUC
0 引言
FANUC是市场普及率最高的数控系统,基 于FANUC的加工 中 心 换 刀 动 作 PMC 设 计 应 用 广 泛。圆盘式刀库配以换刀机械手构成的换刀系统结构简单,圆盘式刀库与换刀机械手动作分工明确,控制顺序清晰,是大部分中小型经济型加工中心采用的配置。
本文分析圆盘式刀库配换刀机械手换刀动作的控制逻辑,刀库与主轴之间刀具交换动作的联动在控制方式上采用PMC程序配以宏程序调用完成动作的时序控制[1]。
1、 换刀动作的逻辑顺序
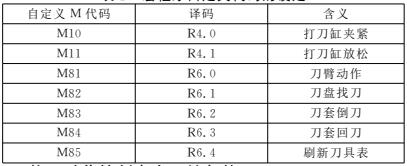
换刀动作的逻辑顺序如下[2]:刀库刀盘寻找目标刀具,根据换刀 指令将 TXX M06指 定的目标刀具送至换刀位置;主轴返回第二参考点且完成定向动作;刀套倒下;打刀缸松;机械手刀臂抓取主轴与换刀位置上的刀具;机械手刀臂翻转180°,将主轴上的刀具与目标刀具进行交换;刀套回刀,打刀缸夹紧。换刀动作的控制对象有刀库刀盘、刀套、机械手刀臂、打刀缸。动作控制包括刀盘找刀、主轴定向、刀套控制、刀臂控制、打刀缸控制。整个换刀动作控制所涉及的宏程序自定义代码的设定见表1。
表1 宏程序自定义代码的设定
2、 换刀动作控制安全互锁条件
在换刀动作控制过程中需要设计的互锁条件包括:
(1)刀套倒下状态下,即倒刀确认信号未到达之前,刀盘不能转动,否则会引起刀盘电机烧毁。
(2)刀套抬起状态下,即回刀确认信号未到达之前,刀臂不能动作,否则刀臂抓到的是空刀。
(3)刀臂动作之前,主轴定向动作必须完成,否则会出现换刀机械手碰撞故障。
(4)机床出现紧急停止、复位信号时,换刀过程中断,即安全保护机制。
3、换刀动作宏程序
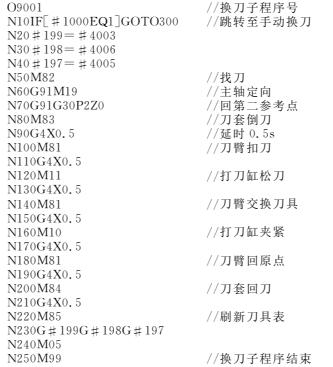
FANUC数控系统以 M06作为换刀动作指令,调用 O9000以后的宏程序[3,4]。按照换刀动作的逻辑顺序和自定义的换刀动作 M 代码,编制换刀宏程序如下:
4、刀盘随机找刀模式
宏程序调用的自定义M代码需要由 FANUCPMC程序编译、执行、输出,实现刀库、机械手换刀臂、机械到位传感器输入信号的联动,在所有换刀动作中刀盘找刀是一个独立且重要的动作。
在加工中心机床刀库控制中,刀盘找刀通常有顺序找刀和随机找刀两种方式[5],本设计采用随机找刀方式。随机找刀方式允许刀具在刀盘中任意存放,但每把刀具和刀套上都 有自己的编码。自 动 换 刀 时,PMC读到 TXX M06程序指令要求所需要的目标刀具编码,刀盘旋转,每把刀具和刀套都接受识别,当某把刀具的编码与目标刀具的编码相一致时,该刀具被选中,刀库将目标刀具送到换刀位置,等待机械手来抓取。
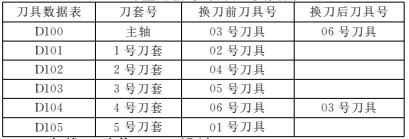
例如加工程序执行了 T06M06指令,主轴上现有的03号刀具需要被换成06号刀具。原来06号刀具在刀盘的4号刀套里面,当读到T06指令时,刀盘转动将4号刀套转到刀盘的换刀位置;读 到 M06指 令,机械手开始换刀,刀臂翻转;换刀动作完成后,06号刀具插入主轴刀套中,03号刀具插在4号刀套中。刀盘刀套号与刀具号存储位置见表2。
表2 刀盘刀套号与刀具号存储位置
5、刀盘找刀动作PMC设计
5.1 刀盘找刀动作流程
刀盘找刀的 PMC控制程序流程[6,7]如图1所示。等待 TF刀具选通信号到达,TF信号触发 DSCHB刀套号数据表检索指令,在 D0100为起始刀套号数据表上开始检索 F0026信号指定的目标刀具所在的刀套号,将目标刀套号结果传输至数据表 D0090内;M82刀盘找刀指令触发 ROTB 刀盘回转控制指令,D0182存放的是当前换刀位置上的刀套号 C0002到目标刀套号 D0090所需的旋转步数,R0026.3输出刀盘的旋转方向;刀位计数器传感器信号 X0010.0触发刀库旋转计数 CTRC环形计数器指令,更新换刀位置上的刀套号 C0002;当 COIN 一致性判断指令被触发,系统判别目标刀套号 D0090与换刀位置刀套号 C0002一 致时,刀盘控制电机旋转停止,也即刀盘找刀动作结束。
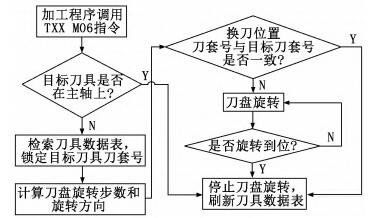
图1 刀盘找刀控制程序流程图
5.2 M82找刀动作 PMC程序
当读到TXX M06语句中的T指令时,F0007.3=TF刀具选通信号触发DSCHB刀套号数据表检索指令(见 图 2),D0094 存放的是刀盘刀套数加上主轴(+1)的总刀具数,是数据检索表的总数。D0100是刀具数据表起始地址,D0100地址内存放的数据 是 主 轴上的刀具号,D0101是刀盘1号刀套的地址,D0101地址内存放的数据是 1 号刀套内刀具号,以此类推。
F0026是程序中换刀调用的目标刀具号,DSCHB指令目的是在 D0100刀套号数据表上开始检索F0026刀具号所在的刀套号,将结果传输至 D0090,也即刀盘旋转的目标刀套号。
M82刀盘找刀指触发ROTB刀盘回转控制指令动作(见图3),D0092是刀盘的总刀数,也是回转指令的分度数。PLC 计算刀盘换刀位置刀套号 C0002到加工程序要调用的目标刀套号 D0090所需 的 旋 转步数 D0182,R0026.3输出刀盘的旋转方向,0为正转,
1为反转。
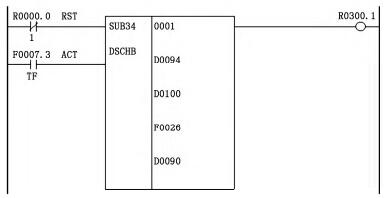
图2 数据表检索指令
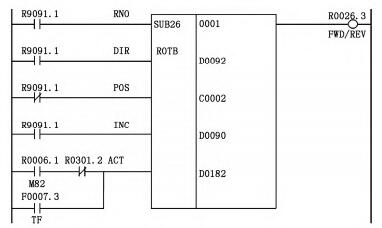
图3 刀盘回转指令
刀盘控制电机开始旋转,刀盘刀位计数传感器信号 X0010.0触发刀盘旋转计数CTRC环形计数器指令(见图4),Y0001.2为刀盘正转触发加计数器,Y0001.3为刀盘反转触发减计数器。FANUC系统的 R9091.0信号(常0信号)和 R9091.1信号(常1信号)在 功 能指令的条件选择上会经常使用到。D0092是刀盘总刀数,每收到一个 X0010.0信 号,计数器自动记录增减刀盘换刀位置的刀套号,每转过一个刀位,计数器值加1或者减 1,C0002始终记录刀盘转到的当前换刀位置的刀套号。R0301.0是计数器结束的标志,加 计 数器从最大值回到1,减计数器从1回到最大值。
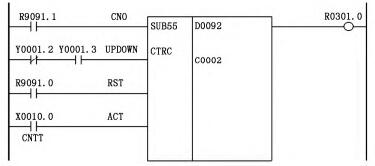
图4 刀库旋转计数指令
刀盘开始旋转后,COIN指令开始将目标刀套号与换刀位置刀套号进行比较(见图5)。COIN 是一致性判断指令,刀盘旋转过程中,PLC 不停地周期扫描判断刀盘换刀位置刀套号 C0002与 D0090目标刀套号是否一致、换刀位置刀套号 C0002里面刀具号数据与F0026指令调用目标刀具号是否一致,一致性成立,刀盘停止旋转,R0026.5结束 M82刀盘找刀动作。当目标刀具运动到换刀位置时,PMC 停止高速脉冲输出,刀盘控制电机停止运转。
5.3 M85刀具表刷新
M85指令代码触发变地址修改数据转送指令 执行刀具数表 D0094、刀具套号表 D0100刷新动作(见图6)。每完成一次换刀动作后,须重新刷新刀具表,以保证刀具数据表的状态与实际刀具的存储状态保持一致。M85指令的分频信号 R0400.0触发 XMOVB指令,在 D0094总刀具数的数据表中,C0002记 录 的是刀盘换刀位置的刀套号,将当前换刀位置刀套号写入刀具数据表的第一个数据 D0100地址。M85指令的分频信号 R0400.0触发 MOVE逻辑乘(与逻辑)指令,将 F0026目标刀具号写入刀具数据表 D0100地址内主轴刀具号,刷新刀具数据表的目的就是保证D0100地址内存放的刀具号与主轴上刀具号一致、D0100地址与刀盘当前换刀位置刀套号一致。
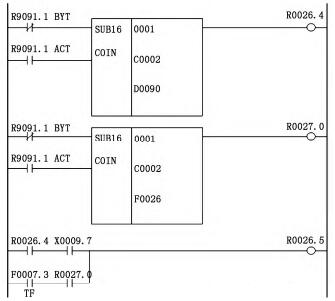
图5 COIN 一致性判断指令
换刀动作的其他控制如刀臂动作、打刀缸松紧动作、刀套倒刀回刀动作都需要实现互锁保护及信号到达延时确认。F0096.2是主轴返回第二参考点确认信号,刀臂动作、倒刀动作的前提必须保证主轴返回第二参考点动作完成。
6、结语
本文分析了圆盘式刀库配以换刀机械手的换刀动作和控制时序,设计了宏程序自定义调用指令,基于随机找刀模式设计了刀盘找刀 PMC控制流程,重点阐述了换刀过程中刀套号数据与刀具号数据在控制程序中的信息流转。
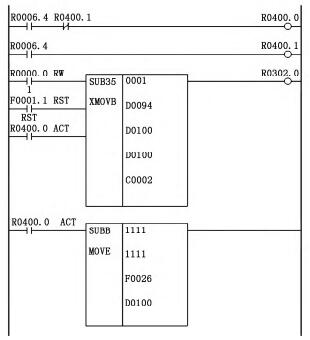
图6 刷新刀套号指令
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

