



FANUC伺服优化功能在模具加工中的应用
2021-3-30 来源:芜湖职业技术学院 机械工程学院 作者:葛阿萍
摘要:为了改善模具加工中零件加工表面存在振纹、过切等表面质量不佳的问题。文中通过FANUC SERVO GUIDE 软件测试机床的伺服系统性能,针对测试结果,对机床伺服系统三环参数、背隙加速等伺服参数进行逐步调试和优化,并将优化结果应用于某模具样件加工试验,试验结果表明,优化后的伺服系统响应性能和机床的加工性能都有所提高。
关键词:伺服优化;伺服系统;SERVO GUIDE;加工质量
数控机床是模具产品的生产载体,其伺服系统性能的好坏直接影响着模具产品的加工质量。一般在机床刚出厂时,厂家会给定一组能够保证正常加工的参数值,但并不能发挥机床最佳的加工性能[1]。另一种情况是随着数控机床使用时间的增加,机床的机械性能发生了变化。此时与之相关的伺服参数也要随之做出调整,否则会引起机床机电不匹配,造成机床运行不稳,产生振动,使得零件加工表面存在振纹、过切等表面质量不佳的问题[2]。因此为了保证模具产品的加工精度和表面质量,对数控机床伺服系统进行优化显得尤为必要。
文中通过FANUC SERVO GUIDE 软件测试机床的伺服系统性能,针对测试结果,对机床伺服系统三环参数、背隙加速等参数进行逐步调试和优化,以获得良好的伺服动态性能和机械刚性,使数控机床处于稳定的工作状态,充分发挥最优加工性能,从而提升模具产品加工品质和精度。
1 、伺服优化原理和内容
1.1 伺服优化原理
数控机床伺服系统优化的目的,是为了更好地优化机械特性和电气特性之间的配合,以获得更高的伺服系统响应和机械刚性,从而获得更好的加工性能[2]。FANUC 伺服系统控制采用三环控制的方式,如图 1 所示[2-3]。
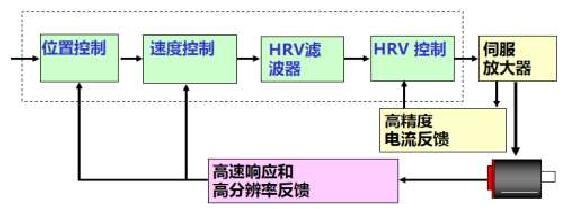
图1 伺服控制原理图
FANUC系统将伺服三环控制集成在NC的轴卡上,通过接收NC所发出的指令,经轴卡的三环处理后输出至放大器,驱动电机运行。最内环是电流控制,中间环是速度控制,最外环为位置控制。三环中,电流环是整个伺服系统控制的根本环节,作用是提高系统的快速性,限制最大电流,使系统有足够大的加速转矩。速度环是伺服控制的中间环节,作用是提高系统抗负载扰动能力,抑制速度波动。位置环是最外环,其作用是保证系统的静态精度和动态跟随性能[4]。三环中,电流环响应速度最快,其次是速度环,最后是位置环。若要提高位置环回路增益须先提高速度环回路增益,否则容易导致机床振荡,运行不稳。因此,伺服优化应遵循“由内而外”的原则,秉承先电流环、后速度环,最后位置环的先后顺序进行优化。
伺服优化的实质是根据机床的频率响应曲线、圆弧测试图进行分析,合理调整伺服三环参数,尽可能使各轴精确的跟随移动指令和抑制干扰扭矩,即在一定的机械状态下确保伺服系统不会出现振荡,保证三环控制回路能够在高响应、高刚性下“和谐”工作[5-6]。
1.2 伺服优化的内容
对于数控机床伺服优化主要包括两个方面[7]:
(1)提高伺服电机增益,抑制机床振动通过频率响应测试抑制机床共振点,提高机床增益,以匹配机床的机械刚性、提高电机的响应速度。
(2)循圆象限凸起抑制,调整加工精度通过观察机床圆弧象限测试进行调整,抑制伺服轴换向时的凸起,消除加工时的象限痕。
2 、伺服优化案例分析
2.1 加工故障现象
某加工中心使用 FANUC 0i-MF 系统加工模具产品试件,使用AICC功能,进给量为2000mm/min, 经加工后,零件加工表面有明显的振纹,存在过切,如图2所示。

图2 优化前试件
2.2 伺服优化方案
(1)首先利用 SERVO GUIDE 软件测试机床 3 轴静态频率响应曲线,观察机床的机械性能。静态频率响应测试是 SER⁃VO GUIDE 调试中非常重要的一环,它波形的好坏反映了机床很重要的机械特性,它调整的好坏直接影响了后续圆弧部分的调整,以及机床运行的平稳和加工效果的好坏,在整个调试中具有非常重的分量。频率响应测试通过频率响应测量各轴的共振点,并用滤波器参数来抑制共振[5]。在满足波形要求,保证共振点被抑制的情况下,提高速度环路增益。以 X 轴测试为例,优化前频率响应图如图3所示。

图3 X轴优化前频率响应波形
调试中主要以幅频特性曲线作为考察伺服特性的主要依据[5]。由图3 可知,幅频曲线在低频 50HZ—200HZ 范围内幅值低于 0d B,表示系统响应滞后。先检查电流环参数,发现“HRV+
控制有效”未选中,如图4所示。此功能是在HRV3基础上进行控制的,即HRV3+功能,可以实现电流环更高速响应和较高的速度增益设定。选中“HRV+控制有效”选项,再次测试频响曲线,如图5所示。
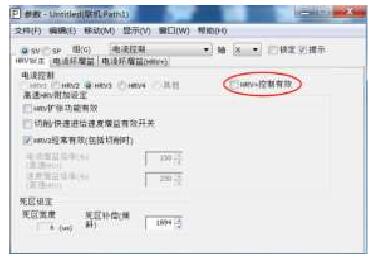
图4 电流环参数

图5 X轴优化中频率响应波形
在使用了HRV+控制有效后,低频部分幅值基本接近0d B,系统响应滞后明显改善。但高频部分在 380h Z 左右仍存在明显的共振点。调试中逐步加入滤波器来抑制高频振荡。在使用 HRV 滤波器后机床高频共振被抑制,振荡现象明显减弱。机床消除振动的原则是在抑制掉高频振荡点后,确保机床平稳运行的状态下尽可能提高机床伺服系统速度增益[4]。经反复调试,最终将速度环增益由原来的 150 调整到最终的 180。优化前后的速度环参数设置如图6所示。

(a)速度增益优化前
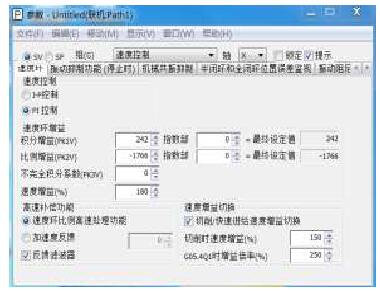
(b)速度增益优化后
图6 速度环关键参数
最终优化后X轴频响特性曲线如图7所示。此时曲线的最高点低于5d B,高频衰减区域的幅值低于-20d B。经优化后的机床机械特性已明显提高,既充分发挥了伺服的刚性余量,又保证了伺服轴的稳定运行。
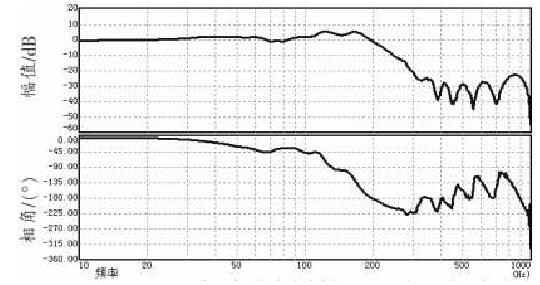
图7 X轴优化后频率响应波形
(2)在合理优化了三轴伺服环增益,确保三轴在高刚性下稳定运行后。将 CMR(柔性齿轮比)扩大 10 倍(系统检测精度提升)。因为在机械性能较好的前提下,扩大CMR倍数能够改
善电流特性曲线,使得机床运行更加平稳,降低电流波动,对加工表面的光洁度一定的改善作用。
(3)经上述调试后,机床高频振动被抑制,伺服响应性能有所提高。再次加工,奔驰件试件表面振纹已明显改善,但加工试件上仍存在过切现象,需通过圆度测试进一步检测。以 XY
插补圆弧为例,如图8所示。横轴为X轴,纵轴为Y轴。
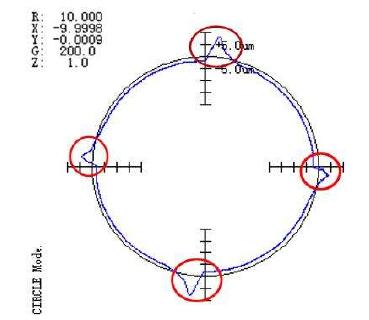
图8 XZ轴圆弧调整前图形
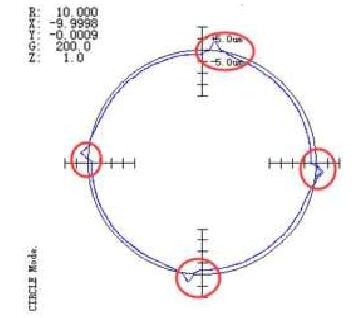
图9 XZ轴圆弧调整后图形
根据XY轴圆度测试图分析,四个象限均有凸起,Y轴两象限凸起接近 10um。这可能是造成工件加工爬坡过切的原因。在机床系统中,当反冲摩擦的影响较大时,在电机反转时,就会产生延迟,造成圆弧切削时的象限凸起。以Y轴为例,尝试对Y的象限凸起进行补偿,试着将背隙加速补偿参数调大,观察Y 轴象限凸起有所改善,经反复调试,将 Y 轴背隙加速补偿量(NO. 2048)由原来的 200 增加到 600,背隙加速有效时间(NO.2071)由原来的0增加到10。X轴背隙加速补偿量由原来的0增加到300,背隙加速有效时间由原来的0加到6。经优化后的XY轴圆弧图形如图9所示。四个象限凸起均被抑制在5um以内,明显改善。
2.3 加工测试
完成上述步骤调试后,使用AICC功能,再次加工。由于高频振动得到抑制,象限凸起现象改善,使得机床运行平稳。最终加工效果刀路整齐,表面光滑无振纹,过切现象有所改善。加工后试件如图10所示。

图10 优化后试件
3 、结语
经试验研究结果表明,通过 FANUC 伺服优化可有效解决模具加工中零件表面振纹和过切现象,改善模具产品表面加工品质和加工精度,提高数控机床的加工性能。在实际伺服优化过程中,由于各厂家机床本身机械的不同,装配的差异,其伺服参数调整会有些差异,即便是同一台机床不同时期因磨损使用程度的不同,其伺服优化也并不完全相同,但整个伺服优化的方法和流程大体一致。伺服优化是一项烦琐的工作,需反复调试,摸索总结,方能确定好的优化结果。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

