



西门子 840DSL 数控系统安全集成的研究与应用
2018-8-27 来源:转载 作者:张立群,张义红
摘要:本文将主要介绍数控机床领域的安全标准以及西门子 840DSL 数控系统安全集成技术的基本原理和功能应用。以 AFS5-40 数控外圆磨床为应用实例,介绍与西门子安全集成相关的硬件设计和软件设计,以及安全集成功能的调试与应用。
关键词:西门子 840D Solution Line;安全集成技术;Profi Safe;SPL 安全编程逻辑
1 、概述
西门子 840D SL 数控系统提供的安全集成功能都是以 EN 62061 和 EN ISO 13849-1 为标准研制的,并且已经达到了欧盟 CE 认证的要求和标准。目前在欧洲生产或使用的数控机床都必须带有安全集成功能,用于确保操作人员的人身安全及财产安全。一般数控机床在设计时会进行安全等级的评估与分析,电气设计人员应针对数控机床的电气控制系统进行相关的安全集成功能设计,并配备相应的安全模块,如安全 PLC 功能模块以及安全门锁等电气控制元件。一般数控系统需具备以下安全功能:STO(Safe torque off) 安 全 转 矩 关 闭;SOS(Safe Operating Stop)安全操作停止;SLS(Safety-limited Speed) 安 全 速 度 限 制;SE(Safe software limit switch)安全限位等。西门子安全集成系统通过 SPL(Safe Programmable Logic)安全逻辑程序来执行安全功能逻辑,并可通过伺服电机编码器或第二编码器(光栅尺等)做为安全编码器来实时监控数控机床的运动状态,以确保机床的绝对安全性。840D SL 安全集成系统都必须具备双通道检测功能,SPL程序同时在 NC 和 PLC 系统内执行,并实时同步监控检测,如发现 NC 和 PLC 的信号状态不一致,数控系统将立即产生报警,并使伺服轴立即安全停止并切断伺服转矩输出和伺服使能。同时按照相关机床安全规定要求,每间隔 8 小时,系统会进行安全功能测试,以确保数控机床的绝对安全性能。
2 、安全集成硬件设计
2.1 AFS5-40 数控外圆磨床简介
AFS5-40 数控外圆磨床是一种高性能全自动数控外圆磨床,可磨削加工轴承的外圈外径或轴承的内圈沟道及其他高精密工件。其特点是加工效率高,加工种类多样,一次磨削装夹可同时磨削加工两个工件,上下料节拍约为 1.5S,磨削加工节拍可以控制在 5S 以内。高效的同时也具备高精度的磨削加工性能,直线伺服进给轴定位精度可达 1μm,磨削加工后的工件圆度可控制在 1μm 以内,尺寸公差范围可控制在 5μm 以内,特别适用于高精度零件的磨削加工。该磨床按照欧盟 CE 认证要求进行设计,应用了诸多西门子安全集成功能,确保的机床的绝对安全性能。
2.2 安全集成硬件设计
AFS5-40 磨床的数控系统采用最新款的西门子 840D Solution Line, 伺 服 驱 动 采 用 S120 数 字伺服驱动系统,PLC 采用 S7-300 控制器,并使用Profi NET 做为现场通讯总线,同时使用 ET200s 安全 I/O 模块做为 Profi SAFE 的安全输入输出信号模块,以上就构成了该机床的整套安全集成控制系统。数控机床安全电气控制系统硬件配置如图 1 所示。
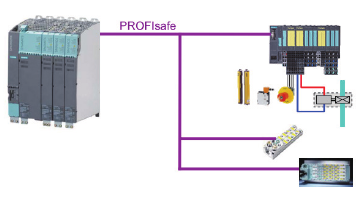
图 1 机床安全电气控制系统硬件配置
根据 EN 954-1 安全标准可将安全控制种类分为 五 档, 即 Kat.B、Kat.1、Kat.2、Kat.3 和 Kat.4,这五档分别对应五种不同的安全控制要求,发生安全报警时,数控系统将根据不同的安全等级产生相匹配的安全防护措施。安全门锁、机床灭火器信号、双手操作按钮和急停按钮等信号对操作人员的人身安全以及机床设备的财产安全起到至关重要的作用,因此根据 EN 954-1 安全标准我们将这些输入输出信号规定为 Kat.3 等级的信号,同时这些 I/O 信号必须使用双通道功能的电气元件,且 PLC 的安全 I/O 模块也必须使用双通道的安全模块。西门子 ET200s 安全 I/O 模块的接线原理图如图 2 所示。AFS5-40 磨床所采用的 PLC 安全 I/O 模块型号如表 1 所示。
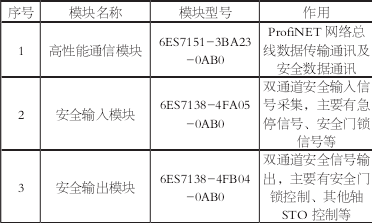
表 1 西门子 ET200s 安全 I/O 模块型号
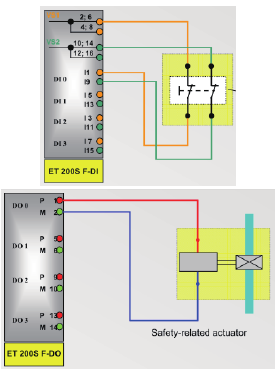
图 2 ET200s 安全 I/O 模块的接线原理图
2.3 安全输入输出的软件配置
在 Profi SAFE 安 全 集 成 中 使 用 ET200s 安 全 I/O 模块必须在 STEP7 硬件组态软件中做以下设定:(1) F_source_address=2000: CPU 317F-3 PN/DP;(2)每个安全 I/O 模块的 F_dest_address 这个参数需按顺序依次从 200 开始依次排序,并将 DIP switch setting(9——0) 设置相对于的开关量值,例如:安 全 输 入 模 块 1 参 数 F_dest_address 设 为 200, 则
DIP switch setting 需设置为 0011001000,且安全模块自身的拨码开关应与其相一致;(3)设置每个信号通道的参数,如 Sensor supply;Evaluation of the sensors;Type ofsensor interconnection;Behavior at discrepancy 和 Discrepancy time(ms) 等。 其 中Discrepancy time(ms) 参数最为重要,其主要检测双通道信号的不同步时间,如超过设定值(一般设定值为 500ms),Profi SAFE 会报警,并使安全系统处于 STOP D 的状态。在 CNC 系 统 中, 安 全 输 入 模 块 F-DI 必 须设 置 MD10386 和 MD10388 这 两 个 参 数, 安 全 输出 模 块 F-DO 则 必 需 设 置 MD10387 和 MD10389这 两 个 参 数。 以 安 全 输 入 模 块 1 为 例(F_dest_address=200), 则 MD10386=50000C8H( 地 址 值200 以 16 进 制 表 示 ),MD10388=004001, 其 含义为将安全输入模块 1 的四个输入地址分配为 $A_INSE[1]——$A_INSE[4]。
3 、安全 SPL 程序设计
根据 EN 954-1 安全标准,安全集成的 SPL(Safe Programmable Logic)程序也必须使用双通道控制模式,在 PLC 和 NC 系统中分别存储了两套逻辑完全一致的 SPL 程序,从而构成 SPL 双通道模式。840D SL 数控系统 Profi SAFE 最多允许使用 64 个安全数字输入 / 输出点,用户需要购买相应的软件授权。编 程 人 员 首 先 需 要 在 NC 系 统 的 NC Data/Standard Cycles 目 录 下 创 建 安 全 程 序“SAFE.SPF”, 并 设 置 数 控 系 统 通 道 参 数 MD20108 Bit5=1,使 CNC 系统上电时自动调用执行 SAFE.SPF 程序,从而执行安全监控功能,并在 PLC 程序中创建一个与 NC 的SPL 程序逻辑结构完全一致的程序功能块,例如 FB70 或 FC100 等。PLC 安全程序不能直接读取和控制相关的安全 I/O 点,必须使用数控系统自带的 DB18 数据块中的数据位来编程。在 NC 系统中,为了便于调试人员对 SPL 程序的理解,在 SAFE.SPF 程序的开头可以定义所使用的所有系统安全变量的名称,这样可增强程序的可读性。SAFE.SPF 编程实例如下:
(1)DEFINE IE_DOORS_LOCKED AS $A_INSE[1] ;DB18.DBX38.0 Doors closed and locked。
(2)DEFINE OE_DOOR_UNLOCK AS $A_OUTSE[2] ; DB18.DBX46.1 Doors Unlocked。
(3)DEFINE OI_STOP_A_DES_T1 AS $A_OUTSI[03] ;MD36977[0]=4010103 DB18.DBX62.2 External STOP A。
(4)DEFINE MI_EMRG_STOP AS $A_MARKERSI[1] ;DB18.DBX70.0 Emergency STOP internal signal。
编程人员可在 SAFE.SPF 程序中使用同步动作功能来执行安全集成相关的动作和监控。在 840DSL 数控系统中,SPL 程序最多可使用 255 个同步动作,用户可通过 MD11500 参数来设定同步动作数量。在 SAFE.SPF 程序中一般使用静态同步动作 IDS 来处理安全事件,实例如下:
(1)IDS=10 DO MI_DOORS_CLOSED = IE_DOORS_LOCKED AND IE_DOOR_CLOSED_L // 同步动作 10,当正门和左门关 + 锁时,系统内部门锁信号 =1。同时在 PLC 的 FB70 功能程序块中需要有相同逻辑的程序,如下所示:
A DB18.DBX38.0//main doors closed & locked
A DB18.DBX38.1//left door closed
=DB18.DBX71.0//all doors closed
(2)IDS=20 DO OE_DOOR_UNLOCK = I_PLC_DOOR_UNLOCK // 同 步 动 作 20, 当 PLC程序输出门锁住信号时,安全门锁安全输出置 1。PLC 程序如下:A DB18.DBX132.4//PLC doors locked signal= DB18.DBX46.1//Doors locked safety outputSPL 程序通过 DB18 数据块中相对应的数据位来编写相关安全逻辑功能,并根据位的实际状态以及 SPL 程序的逻辑关系,最终控制机床所有的安全控制输出,如伺服轴安全停止、急停控制、双手操作控制和安全减速控制等。
4 、安全伺服轴功能
安全伺服轴功能主要包括安全停止(SH)、安全操作停止(SBH)、安全速度控制(SG)、安全限位(SE)、安全凸轮开关(SN)和安全抱闸控制(SBR)等。根据 EN 954-1 安全标准和欧盟 CE 认证要求,CNC 数控机床所有的伺服轴必须为安全集成伺服轴,设置 MD36901=41H(旋转轴)或 43H(进给轴)来激活安全伺服轴功能(参数含义如图 3 所示,进给轴需使用安全限位 SE 功能)。同时安全伺服轴的参数(如螺距 / 传动比 / 电机额定转速和旋转方向等)也需按双通道设置,通道 1 为 MD 数控系统伺服轴参数,通道 2 为 S120 伺服驱动参数,这两者参数的设定值需完全一致,如MD36918/p9518、MD36920/p9520、MD36921/p9521、MD36922/p9522 等。 调 试 人 员 还 需 执 行 [Copy]/[Confirm]/[Reset] 以及 [Calc.SI Enc. Data] 等操作步骤,否则将会引起系统报警。
全集成功能状态可在数控系统的诊断画面里监控和诊断,如安全操作停止(SBH)、安全速度控制(SG)安全功能的激活以及当前安全速度监控等。当诊断界面中 NCK 伺服轴坐标位置和 Drive 安全编码器坐标位置存在误差且超过相关设定公差值后,伺服轴会立即 STOP A 停止,并产生相关安全集成报警(图 3、4)。
图 3 伺服轴安全功能参数设置含义
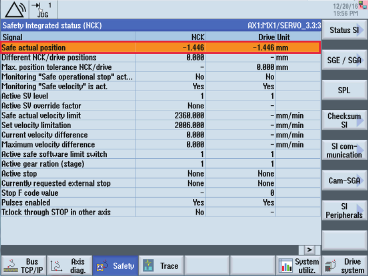
图 4伺服轴安全功能状态监控画面
5 、结语
在数控机床上应用西门子安全集成功能具有非常良好的经济效益和社会效益,它能使机床拥有更高的安全性和可靠性,更高效的实现了对操作人员和机床本身的安全保护,减少了意外事故发生的概率。目前国内数控机床产品并未大规模应用安全集成功能,但安全集成功能将成为未来数控机床的发展方向之一,有必要在国内进行推广使用。
来源:上海东华大学信息科学与技术学院; 数字化纺织服装技术教育部工程研究中心
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

