



CNC系统直纹面插补运算的速度控制方法研究
2017-12-11 来源: 吉林农业科技学院机械工程学院 作者:雷立群
摘要:线接触加工是一种新的加工方法,是利用铣刀侧刃一次走刀完成对直纹面的加工,利用该方法实现的数控系统所采用的是复合插补方法。空间直线插补和圆弧插补是复合插补方法的基础,文中深入研究了空间直线插补和圆弧插补算法及插补过程中的速度处理方式,并利用这种插补方法实现了全软件数控系统,实验证明该插补方法是合理可行的。
关键词:数控系统;线接触加工;插补;速度控制
1 、引言
数控系统是一种典型的多任务实时控制系统,系统中的强实时控制部分主要是插补运算和位置控制脉冲的输出「1〕。众所周知,插补是数控机床控制刀具运动轨迹的核心,线接触加工数控系统具有利用一条数控代码即可实现对空间可展直纹面加工的特殊功能,对可展直纹面的加工,在插补方法上采用了复合插补方式圆。由于空间直线插补和圆弧插补算法和方法是复合插补的基础,文中深人研究了空间直线插补和圆弧插补算法及插补过程中的速度处理方式。
2、速度控制
速度处理因数控系统的不同而存在很大的差异。线接触加工数控系统在速度处理上是通过将数控程序给出的速度F值(单位:mm/min)折算出在每个插补周期上实际应发脉冲的个数来实现的。数控系统中每发出一个脉冲,伺服电机就转过一定的角度,从而带动机床坐标向前移动一个脉冲对应的距离(称之为脉冲当量,这里用、teP表示,单位:林m)。通过程序中给定的速度计算出实际应发的脉冲个数是:
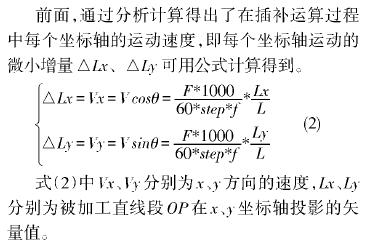
(1)空间直线插补速度增量的计算:根据图1,首先计算出直线段在各个坐标轴上的方向余弦为:
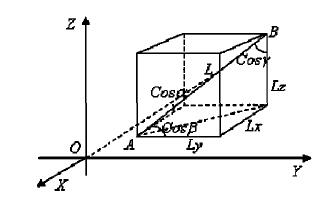
图1 DDA空间直线插补原理
式中△众、△勿、△乙一各坐标轴在每个插卒卜周期的运动步长。
(2)圆弧插补的速度增量:在圆弧插补时,其速度增量值V值,即每个插补周期速度的累加量,是小于一个脉冲的数值,例如当插补周期是25人了尹Z,速度是60mm加in时,速度的增量值为.004,即在每个插补周期结束时,伺服驱动应向外发送.004个脉冲当量。
3、空间直线插补
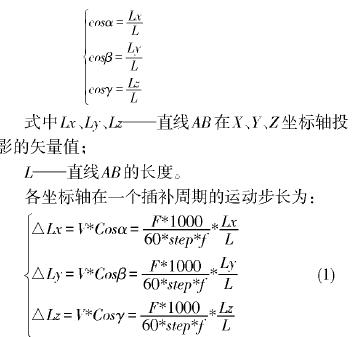
对空间直线和圆弧插补采用的是数字积分(DDA)插补法。数字积分法又称为数字微分分析器法,是利用数字积分的原理,计算刀具沿坐标轴的位移,使刀具沿着所加工的轨迹运动。采用数字积分法进行插补,运算速度快、易于实现多坐标轴联动或多坐标空间曲线的插补「3一4〕。此外,DDA插补法每次插补输出单个脉冲,这在进行多坐标联动时,容易做到使各坐标轴的脉冲均匀分配。线接触加工中,对这种方法进行了适当的改进,使其更好的适合于全软件数控系统的加工控制。数字积分插补法利用的是高等数学求函数厂五习对二积分的原理,如图2所示, Y=F(X)的积分就是此函数曲线与x轴围成的面积S,如公式所示。

图2 DDA插补原理
通过数字积分方法的原理可见分运算变成了对变量的求和运算。一下DDA直线插补的过程。
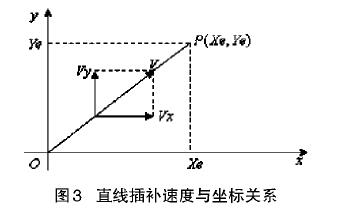
如图3所示,对X Y 平面上的直线OP进行插补,刀具以匀速v从O(0,0)点运动到P(Xe, Ye)点。
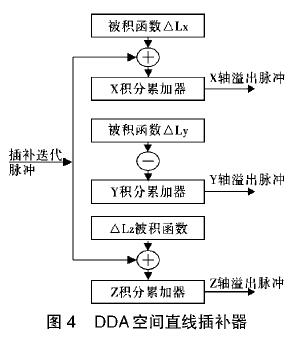
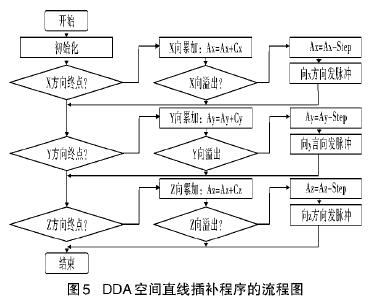
根据这个原理可以做出空间直线插补器,如图4所示。图5是DDA空间直线插补程序的流程。
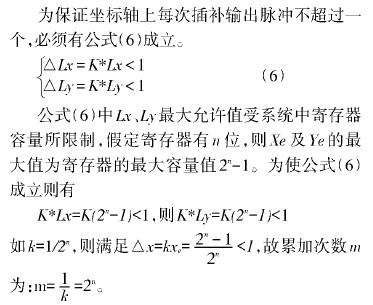
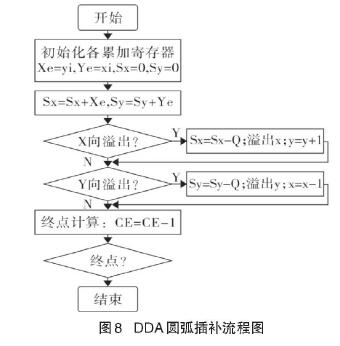
4、圆弧插补






实践证明文中所采用的插补运算方法是可行的。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

