
CIMT2025磨削类机床展品综述
一、概况
第十九届中国国际机床展览会(CIMT2025)将于2025年4月21-26日在北京中国国际展览中心(顺义馆)和首都国际会展中心举办。据已有资料,磨削类机床展商近120家,展品250多台(不含齿轮磨床,将在齿轮类机床中介绍),展商数和展品数与CCMT 2024相比,均增长15%以上。其中平面类磨床50台(包括卧式平面磨、立式平面磨、成形磨、导轨磨、双端面磨、圆台磨等),内、外圆类磨床60台(包括外圆磨、内圆磨、复合磨、立式内外圆等),无心磨床9台(包括贯穿式和切入式),螺纹磨床16台(包括内螺纹磨、外螺纹磨、丝锥磨等),工具磨床55台(包括刀片磨、锯片磨、钻头磨、铣刀磨、车刀磨、丝锥螺纹磨、段差磨等),还有坐标磨、曲轴磨、轧辊磨、中心孔磨、珩磨等其它类磨床。
二、磨削类展品主要技术特色
1. 高精度与超精密加工能力
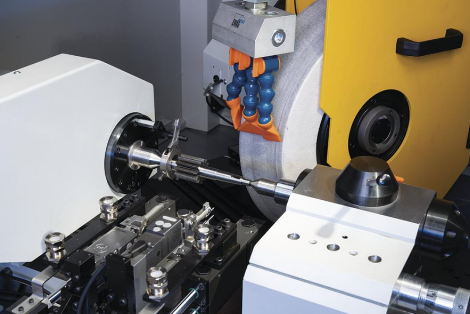
磨床展品的核心特点之一是追求亚微米级精度与超精密表面质量。通过静压技术,比如液体静压转台、静压导轨以及直驱电机、高刚性主轴、闭环控制和热平衡补偿系统等,使磨床能够实现微米甚至纳米级加工。例如:联合磨削的STUDER S131R,磨削主轴转塔和回转工作台重复定位精度<1",加工工件圆度可以达到0.2μm;浙江博谷的Vertical Partner 85,标准试件加工精度外圆圆度≤0.2μm,端面平面度≤1μm;北京海普瑞森的DJM-100A,采用气体静压轴承,表面粗糙度达Ra0.015μm,专用于光学玻璃模具等脆硬材料的超精密加工。
2.智能化与自动化深度集成
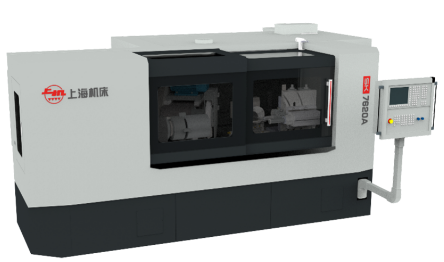
磨床展品通过数控系统升级和物联网技术实现智能化生产,显著提升加工效率与一致性。AI驱动的自适应加工,设备联网与远程监控,支持故障预测、维护指导及生产数据云端管理。通过虚拟仿真优化加工路径,实现数字化孪生。例如:上海机床厂的MK1632A,搭载华中数控系统,支持远程运维和传感器数据采集,可实时监控磨削状态并优化工艺参数;瑞士施利博格的Sirius NGS,配备7工位砂轮库并具有自动修整功能,结合AI算法优化刀片磨削路径,实现无人化连续生产;北京第二机床厂的B2-GK3032,集成自动量仪闭环控制,根据在线检测结果动态调整砂轮进给量,减少废品率。
3.复合化与多工艺融合
复合机床可在一台设备上完成多道工序,减少工件装夹次数,提高效率并降低误差,减少设备占地,缩短生产周期,满足小批量定制化需求。例如:浙江杭机的MKH500五轴磨床,一次装夹完成航空叶片榫头、叶冠的复杂曲面磨削,支持柔性制造系统(FMS)集成;北京精雕的JDGRMG500,集合插磨加工孔、展成法加工球面和联动控制实现非球面等多种特征磨削加工;孚尔默的VHybrid 260,融合磨削与电火花加工,硬质合金刀具可同步完成刃口成型与表面抛光;联合磨削的PROFIMAT XT系列,集成往复磨削、缓进给磨削等4种工艺模块,适配从模具到大型结构件的多样化需求。
4. 结构创新与高效节能设计
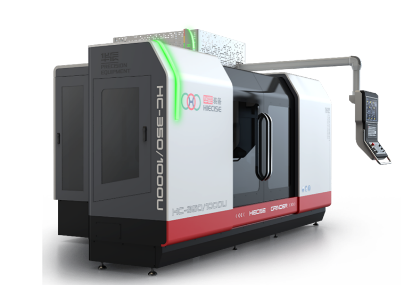
磨床展品通过新材料应用和结构优化提升刚性、稳定性与环保性能,采用干式切削技术,减少冷却液使用,降低能耗与污染,符合全球环保趋势。通过智能控制降低空载能耗,提升能源利用率。例如:威海华东数控的MPRG7360NC,采用一体式铸铁床身,重心沉稳且抗振性强,标配液静压旋转工作台,可承载高离心力加工;华辰精密的HC-1000T,使用人造大理石床身和导轨恒温控制技术,直线度误差< 0.002mm/m,适用于精密丝杠的长期稳定加工。
5. 模块化与柔性化适配能力
展品通过模块化配置和柔性接口设计快速响应多样化生产需求,为新能源汽车、医疗器械等新兴领域提供快速迭代的精密加工解决方案,降低设备投资成本。例如:联合磨削的HELITRONIC系列,可选配4/8工位砂轮库或机器人装卸系统,支持从批量生产到个性化修磨的全场景覆盖;北平机床的T6工具磨床,配备双砂轮组和4组砂轮库,可切换支撑机构实现加长钻头的高效加工,适配医疗微钻和工业刀具需求;通用技术集团的MGK7450×2H,内置工艺参数宏程序库,一键调用轴承、阀门等零件的磨削方案。
三、典型展品
1. 平面类磨床
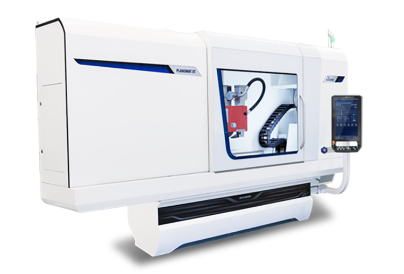
联合磨削集团 BLOHM PROFIMAT XT 412数控平面成形磨床。最大砂轮直径Φ400mm,最大砂轮宽度160mm,磨削范围 400×1200mm。PROFIMAT XT系列采用模块化设计,工作台尺寸从400×800mm到600×2000mm,机床集成往复磨削、缓进给磨削、带连续修整的缓进给、高速往复磨削四种磨削工艺。优化后的PLANOMAT XT系列,性能数据确保生产能力得到提高:Y轴和Z轴速度提高66%;X轴速度提高50%(带直线电机);冷却液处理能力最高可达500 L/min;可配置15 / 24.5 kW磨削主轴,节拍进一步缩短。此外机床可以提供理想的阻尼特性,并且能够可靠地加工出微米级的几何精度和表面光洁度。
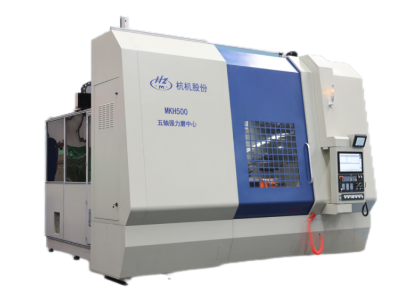
浙江杭机股份有限公司MKH500五轴航空叶片数控强力磨削中心。工作台安装面(宽×长)600×1200mm;X/Y/Z轴行程为1000/850/650mm;A轴转角范围-130°~+10°;刀库容量60把。机床采用高刚性立柱移动式总体布局结构,配备大容量刀具交换系统,装载磨削砂轮、修整滚轮及测量探头等,实现一次装夹完成叶片类零件、多工序复杂形面高效柔性加工,并可方便集成柔性制造系统。广泛应用于航空涡轮叶片榫头及叶冠、涡轮导向叶片安装板和能源设备叶片等复杂曲面的高精度磨削。
威海华东数控股份有限公司MPRG7360NC高精密数控圆台磨床。电磁吸盘有效直径 Φ600mm,工作台防护罩内最大行程750mm,工作台回转速度(无极变速)20~150r/min。该机床床身底座采用一体式铸铁设计,该结构设计增加了结构强度,使机台的重心更沉稳,并提供了最佳的支撑及确保机器的承载刚性。标配独创开发的高刚性液静压旋转工作台,可承受偏心与高离心力加工。磨头体为一箱体结构,主轴采用自制高精密动压主轴,套筒式结构装入,主轴电机以弹性联轴器与主轴直联,主轴回转精度可轻易达到1μm内。
中国通用技术(集团)控股有限责任公司 MGK7450×2H数控高精度立式磨床(天津第一机床)。最大加工外径Φ550mm;最大工件高度400mm;工作台转速150r/min;工件最大承重800kg。主要用于机床、模具、轴承、阀门和机械制造业的精密盘类、环类、套类、回转支承等零部件精密磨削加工。产品设计紧凑,布局合理,配置自研力矩电机直驱静压工作转台,应用内反馈油膜自平衡技术、内油腔正压防护技术、热平衡及精度补偿技术,整机具有固有频率高、运行稳定、精度保持性好、运输便利和安装快速的特点。定制化人机界面,包含多种磨削加工宏程序和工艺参数,简单易学,操作方便,并配置刀库、在线测量、磨削振动检测等功能。

北京广宇大成数控机床有限公司MGK28160高精度数控立式磨床。工作台直径Φ1600mm;最大工件承重3000kg;最大工件高度500mm;最小磨削工件内孔Φ350mm;直线伺服轴重复定位精度<0.004mm;工作台回转精度(轴向/径向)<0.002mm;砂轮主轴回转精度(轴向/径向)≤0.002mm。机床立柱采用墙板式箱型结构,机床整体稳定性高。磨头移出加工区域,形成了很大的工件装夹空间,便于中大型工件的装夹与找正。机床工作台采用三面闭式静压自驱式回转的专利技术,具有高精度、高刚性、高承载力、长使用寿命等特点。由大功率力矩电机直接驱动,可配置高精度圆光栅闭环控制实现C轴高精密分度,并与其它轴联动以实现对回转类工件内外轮廓简单曲面进行磨削加工。机床砂轮主轴采用专利产品动静压液体滑动主轴,具有高精度、高刚性、长使用寿命等特点,采用内置同步电机驱动,性能稳定。可根据用户需求在立式主轴和卧式及主轴数量上进行组合选择,在主轴布置形式上还可以选用转塔,每个转塔上可布置2~3根主轴。
冈本工机(常州)有限公司ACC63SA1精密平面磨床。工作台行程(左右×前后)750×440mm;磁台标准大小(左右×前后)600×300mm;工作台承载质量(含磁台)420 kg;上下最小进给量0.0001mm;前后最小进给量0.001mm。本设备在滑鞍型矩台磨床高刚性、高精度的基础上,增加了新的控制器和操作面板,并将磨削信息进行集成管理。上下进给采用伺服电机,最小进给量达到0.1μm。工作台导轨采用双V铲花硬轨,铲刮面可以做到20点/英寸,接触面保持在 50%,高精度规格的工作台导轨可以做到直线度 0.002mm。采用便于查看的触摸屏操作面板,搭载自动磨削自动修整以及自我诊断机能,可以在操作面板上设定各种磨削情况,根据磨削中的操作画面可以确认现在的磨削状况。
浙江博谷精密机械科技有限公司 Vertical Partner 85 高精度立式复合磨床。内磨磨削范围Φ50 mm~ Φ800 mm;外磨磨削范围Φ800 mm;X轴行程1400 mm;Y轴行程:700 mm,含有6工位砂轮库。标准试件外圆圆度≤0.2 μm,内圆圆度≤0.5 μm,外圆圆柱度≤1 μm,内圆圆柱度≤1.5 μm,端面平面度≤1 μm,垂直度≤1 μm。总体采用立式布局,双立柱结构,砂轮主轴具有分度功能,固定分度位置0°和22.5°,配备冷却过滤装置,保证机床加工过程中热稳定性及加工精度。适合航空航天发动机机匣、燃烧室、夹具,机床主轴轴套、主轴箱、转台、机床夹具,齿轮,轴承套圈等高精度零件的外圆、内圆、内外端面、内外锥面及圆弧面、非圆精密磨削加工。

桂林桂北机器有限责任公司 MKC7130×6/3T 数控成形平面磨床。最大磨削工件尺寸(长×宽×高)600×300×300mm;工作台面尺寸(长×宽)600×300mm;工作台最大承重(含电磁吸盘)280 kg;工作台纵向(X轴)最大行程700mm;磨头垂直进给(Y轴)主轴中心至台面距离300 mm;立柱横向移动(Z轴)最大行程 315mm。机床采用拖板移动式布局,运行平稳,拖板与工作台采用平 —V型贴塑滑动导轨,拖板横向移动采用滚动直线导轨,磨头垂直升降导轨为滚柱交叉导轨,工作台纵向移动、拖板横向移动、磨头垂直升降均采用交流伺服电机驱动精密滚珠丝杠副传动。机床适用于磨削钢件、铸铁及有色金属等材料的平面及端面,也适用于磨削V、U形等零件型面,配合成形砂轮还可磨削齿条或其它难加工零件的成型面。
宇环数控机床股份有限公司 YHJMKG5230 数控定梁龙门导轨平面磨床。最大磨削工件尺寸 (长×宽×高) 6100×3000×1000mm,最大磨削工件承重20000kg。龙门间距3300mm。加工工件的直线度水平面0.005/1000mm。本机床采用龙门式布局,由双立柱、横梁及床身组成封闭刚性框架结构。采用了高刚度、高承载的非恒流非恒压直线静压导轨、高精度的砂轮主轴、高刚度高稳定性的铸造床身,设备具备长期的精度保持性及稳定性,机床加工精度可达到IT3级。一次装夹可以完成V形轨、平轨、矩形轨的各平面、斜面、垂直面等精密磨削加工,也可实现大型机床结构件、模具、检具等工件的高精度磨削;可选配在线动平衡和AE系统等功能提升机床加工质量、效率及安全性。

南京南特精密机械有限公司GDW-13/200up龙门超精密镜面磨床。工作台尺寸2000 mm×1100 mm,行程2200 mm,磨削高度650 mm,门宽1300 mm,各轴最小微进刀量0.001 mm,加工精度0.003/1000 mm。床身采用双V型导轨,工作台导轨面覆有耐磨片,横梁为矩形镶钢导轨,直线度及刚性十分良好。设有卧磨头用于水平面的平面磨,亦可进行垂直面侧面磨削。机床经由CNC控制系统控制伺服电机驱动滚珠丝杠运动,进行Y、Z轴快速进给或微量进给。
曙光机械有限公司 DN-600R 卧轴数控转盘平面磨床。最大研磨外径Φ600 mm;研磨最大长度350 mm;最高转速500 r/min;最大承重300 kg;Y轴行程450 mm;Z轴行程420 mm。采用龙门结构,对称性佳,刚性高,转盘置于固定位置易于保持精度,轨道及传动机构置于龙门桥架上,不受磨削液或修砂砂轮颗粒污染。采用液体静压转盘,旋转精度1 μm以内,具备高刚性、高承载、高精度特点,并且无轴承磨耗的寿命问题,能长时间保持稳定的精度状态。搭配电主轴直驱,无皮带传动的侧向力问题,可将动力稳定无损耗地传递到转盘上,并保持静压转盘优异的旋转精度。

新乡日升数控轴承装备股份有限公司 2M84100C 双端面研磨机。最大加工直径 Φ285 mm,最大加工高度 100 mm。本机采用立式布局,上、下研磨盘及内环均采用交流变频无级调速,保证了研磨各种材料和各种形状工件的工艺转速。砂轮采用CBN砂轮或金刚石砂轮,提高研磨效率和精度。气动控制实现上研磨盘摆入、摆出和上升、下降动作,便于操作。可存储30种零件磨削参数,调用更方便,磨削前预检测,零件厚度异常便会自动报警。六段压力和转速设定,磨削时可自动转换。
2.内、外圆类磨床
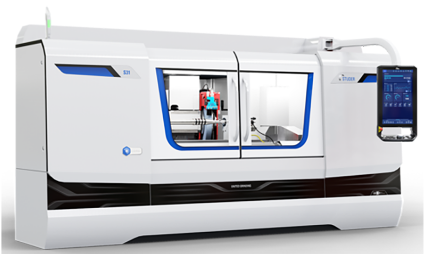
联合磨削集团STUDER S31 高精度万能内外圆磨床。中心高175 mm,顶尖距400/650/1000/1600 mm,最大工件承重80/150 kg,表面直线度0.0020/400 mm、0.0025/650 mm、0.0030/1000 mm、0.0040/1600 mm。机床床身采用人造花岗岩材质,转塔式砂轮主轴可选装搭载力矩电机的无级分度B轴或者由端齿盘定位的1°分度B轴,磨削电主轴由变频控制。适用于内外圆磨削工件头架主轴配备C轴,可用于非圆和螺纹磨削。工作台集成双T型槽,可用于安装修整设备。软件采用图标编程,编程简单方便,快速对刀软件可帮助减少设置和转换,实现高速加工 (HSM),助力高效、高精度的非圆磨削。
联合磨削集团 Studer S131R 高精度内圆圆弧球面磨床。回转直径Φ250 mm;最大允许工件长度(包括夹具)300 mm;最大工件承重100 kg。工作台采用力矩电机驱动,回转范围为-60°~91°,重复定位精度1″,通过B轴和X、Z轴联动插补,实现精密的圆弧、锥面磨削。该款紧凑型设备对磨削法兰零件和各种较小尺寸工件具有出色性能。机床床身采用人造花岗岩材质,X轴和Z轴导轨采用特殊材料,集成了静压导轨和具有专利表面结构导轨的双重特点,直线电机驱动,砂轮转塔B轴由力矩电机直驱。适用于采用工业陶瓷、蓝宝石和硬质合金等超硬材料的钟表,以及加工陶瓷或钛合金材质的人工关节、医疗器械等零件的加工。
上海机床厂有限公司 MK1632A 数控端面外圆磨床。最大磨削直径Φ320 mm;最大顶尖间长度500 mm;最大工件承重80 kg;标准试件圆度0.001 mm;纵截面直径一致性0.002 mm。采用华中数控808Di系统、NCUC2.0总线+集成Ai的HPC控制器+支持多路接入传感器的边缘模块组,配有3个伺服电机,分别控制头架旋转、砂轮架进给和工作台移动,更好的应对柔性制造、联动磨削等扩展需求。可配置电主轴CBN砂轮,修整滚轮、内圆磨具等。还可安装搭载华数最新运维子系统平台采集机床数据,通过4G信号传输到上机服务器平台,可为有需求的客户提供技术咨询、机床状态在线监控、机床远程运维等服务。

北京第二机床厂有限公司 B2-GPW20 数控高速宽砂轮外圆磨床。最大磨削工件直径Φ200 mm;最大磨削长度200 mm;最大工件承重100 kg;工件磨削圆度0.0015 mm;圆柱度0.003 mm。专为新能源汽车电机轴轴类零件加工行业的独特磨削需求而设计,专注于成型磨削工艺。机床配备规格为600×(2~200)×305 mm的砂轮,砂轮线速度达50 m/s,成型磨削区域宽度可达200 mm,在该范围内砂轮能够一次性完成工件表面的全部加工流程,减少了加工工序的繁琐程度与时间成本,极大的提升了加工效率,相较于传统的磨削加工,加工效率提升了40%以上。
无锡市昌亿机床制造有限公司 MKF2110+B 数控多功能复合磨床。内圆磨削直径Φ10~Φ100 mm;磨削最大孔深120 mm;外圆磨削直径Φ15~Φ150 mm,外圆磨削最大长度100 mm。加工圆度0.002 mm,圆柱度0.003 mm。本机床为四轴(Z工件横向进给、Z1/Z2砂轮纵向运动、B水平方向分度)多功能数控磨床,主要用于磨削工件的内圆孔、内锥孔、内端面、外圆、外锥面、外端面、内、外球形等复杂要求的磨削。机床采用工件进给、B轴分度(力矩转台)、二个独立砂轮架左右运动的结构方式,X、Z轴运动导轨均为滚动直线导轨,伺服电机驱动滚珠丝杠运动。工件夹紧为液压动力卡盘,同时可以根据用户工件的特殊性配置其他相匹配的夹具。可工件一次装夹,可以实现多种磨削需求。
济南四机数控机床有限公司 MKS1320CBN 头、尾架双驱CBN数控外圆磨床。最大磨削直径Φ200 mm;最大磨削长度500 mm;最大工件承重50 kg;工件磨削圆度0.0015 mm;圆柱度0.003 mm。机床床身采用整体花岗岩铸造结构,工作台运动采用平-V导轨,交流伺服电机通过滚珠丝杠驱动,砂轮架采用滚柱直线导轨直线电机驱动,砂轮主轴采用电主轴,实现120 m/s线速切削。机床头尾架采用可回转主轴结构,实现同步旋转共同驱动工件,一次装夹磨削全部外圆。配置自动量仪在线检测,实现闭环自动磨削循环,适用于高精密轴类零件,特别新能源汽车电机轴和变速箱轴的加工。
重庆恒博机械制造有限公司 HBLW1540-DLS 立式、双工位外圆磨床。工件长度400 mm;最大回转直径Φ150 mm,最大工件承重5 kg,磨削圆度0.0008 mm。机床采用立式布局方式,砂轮主轴居中立式布置,左右两侧分别布置加工工位1和加工工位2,两侧加工工位可以独立控制。实际加工时,两侧工位可以同时使用居中砂轮进行磨削加工。与传统的外圆磨床相比占地面积及能耗都有大幅度优化。
株式会社 喜基雅精机制作所 GSU-20.30 小型CNC数控万能磨床。最大回转直径Φ200 mm;最大磨削直径Φ100 mm;最大磨削长度300 mm;最大工件承重20 kg。配备了搭载两种主轴的砂轮转塔由数控系统驱动,一次装夹完成多种工件外圆、端面、内孔的加工。与传统外圆磨床相比占地更小,且提供了8种不同的主轴配置供选择。配备直径Φ350 mm的外圆砂轮可实现快速更换,搭配额外附件可实现机械手的砂轮自动更换。

毅德机械股份有限公司 EGP-3860B CNC 万能外圆磨床。最大回转直径Φ380 mm;最大磨削直径Φ360 mm;最大工件长度600 mm;最大工件承重150 kg。工作台移动式外圆磨床,T型床身、刀具则采用转塔式砂轮架结构,配置内、外各一根主轴。外圆主轴为双出轴结构,由电机通过皮带驱动;内圆主轴位于外圆主轴的背侧;转塔砂轮架采用齿牙盘定位,最小回转角度1°。能在单次装夹实现多种外表面的加工,采用三菱数控系统,图形化编程界面使得操作更为便捷。

大光长荣机械股份有限公司 OCD-3265M3 CNC外圆磨床。最大磨削直径Φ300 mm;最大磨削长度650 mm;最大工件承重150 kg。CNC多主轴头外圆磨床,适用于各种尺寸工件的不同需求。工件可一次完成内圆、外圆与端面的磨削加工。砂轮转塔采用直接驱动技术,可实现-40°~220°的回转,最小设定旋转角度为0.0003°,重复定位精度1"。根据需求,可选配双砂轮或三砂轮结构,适用于各种尺寸工件的不同需求。
沈阳巨浪精密机械制造有限公司 CVG300立式内外圆磨床。内径研磨最小孔径Φ50 mm;内径研磨最大长度325 mm;外内径研磨最大直径Φ350 mm;最大工件高度400 mm;X轴行程1050 mm;Z轴行程400 mm。机床采用立柱式结构,机床导轨采用直线滚柱导轨,滚珠丝杠配备预拉伸装置保证丝杠进给精度,采用单通道 FANUC-oi 系统,一次装夹能磨削零件内孔、外圆、锥面及端面等各种型面,同时对滚道进行超精加工。
埃马克两合责任有限公司 WPG 7 外圆磨床。最大回转直径Φ200 mm;最大磨削直径Φ80 mm;最大磨削长度250 mm;最大工件承重30 kg。专为小型零件进行外圆磨削加工而设计,占地面积仅约4 m2,所有设备都集成在机壳内,包括电气柜、冷却系统、润滑系统等。
3. 无心磨床
江苏飞象数控设备有限公司 M400高精度无心磨床。切入磨削:磨削直径Φ10~Φ200 mm;最大磨削长度390mm。通磨:磨削直径Φ10~Φ200 mm;最大磨削长度300 mm;砂轮转速1100 r/min。加工圆度0.001 mm;圆柱度0.0018 mm。机床采用铸铁床身,双面移动布局,可实现贯通式磨削和切入式磨削两种磨削方式。砂轮主轴采用双支承多片球支承动压油膜轴承结构,导轮主轴采用双列圆柱滚子轴承结构,导轮为双支承结构,回转精度高。适用于环类、轴类零件的外圆磨削以及各种阶梯形、锥形和成形旋转面的切入磨削。

深圳市兴富祥科技有限公司HFC-1808HMNC-17A 数控无心磨床。标准刀架加工直径范围Φ1~Φ50 mm;特殊刀架加工直径范围Φ40~Φ120 mm;主轴旋转精度<0.0015 mm。主轴采用SNCM-220H高级合金钢,经调质、深冷及精密研磨而成,应用高液静压支撑,形成20~25 kg/cm²高压油膜,使主轴悬浮于其中,保证了主轴工作精度及工作寿命;上滑板配合燕尾式滑轨,下滑板采用双Λ型导轨,提供平滑且精准的进刀,上滑板具有+6°~ -5°的调节范围,用于调整砂轮和工件之间的接触面,铸件床身,经正常化处理及1.5年自然时效,消除铸件内应力,导轨面经高频淬火、精密研磨、人工铲花,提高了床身结构的稳定性和耐磨性。提供定制化的自动收料系统,适合不同工件的自动化加工,适用于大批量、重切削、高精度、复杂外形的轴类件加工需求。应用于活塞销、活塞杆、棒料、齿轮轴、槽阀、滑阀等零件的批量加工。

4. 螺纹磨床
上海机床厂有限公司SK7620A/F 数控内螺纹磨床。可磨螺纹的最大/最小直径Φ200/Φ20 mm;最大磨削深度200 mm;最大工件长度250 mm;螺距1~100 mm;最大导程角为±20°。相邻滚道行程变动量0.002 mm,100 mm滚道内行程变动量0.004 mm;中径锥度0.003/100 mm;表面粗糙度Ra0.32。机床搭载两套刀具系统,可磨削丝杠螺母内圆弧滚道,也可磨削三角螺纹、梯形螺纹、锯齿螺纹及其它螺纹齿形的内螺纹,并能在一次装夹下实现滚珠丝杠用螺母的法兰端面、螺母端面及外圆的磨削。主要用于滚珠丝杠螺母外圆、端面及圆弧形内螺纹滚道的复合精密磨削加工。
秦川机床工具集团股份公司SK7120A 数控外螺纹磨床(陕西汉江机床有限公司)。可磨螺纹的最大/最小直径Φ200/Φ2 mm;可磨最大螺纹长度250 mm;螺距0.25~6 mm;最大导程角为±30°。加工相邻螺距误差0.002 mm,在螺纹全长上误差0.005 mm;螺纹中径圆度误差0.002 mm,螺纹中径圆柱度误差0.003 mm;表面粗糙度Ra0.32。床身为矿物质材料,各驱动轴(X、Z、C轴)采用直驱电机,砂轮主轴电机采用直驱同步电机,配备CBN砂轮,砂轮修整采用金刚碟轮数控修型。批量应用于新能源汽车行业丝杠高精度、高效率、大批量磨削,也适合人形机器人行星丝杠副丝杠磨削及传统工业丝杠副丝杠磨削。
华辰精密装备(昆山)股份有限公司 HC-1000T 精密外螺纹磨床。可磨螺纹的最大/最小直径Φ320/Φ2 mm;可磨最大螺纹长度1000 mm;最大导程角为±30°;砂轮线速度80 m/s;标准试件精度P0级。床身为人造大理石,采用导轨面复印成型技术和先进的生产工艺过程控制方法,确保其物理性能和机械性能的稳定性,直线度<0.002 mm/m,床身可预埋冷却管路,用于导轨面恒温控制。砂轮主轴采用高精度滚动轴承(可选动压轴承),使用专用的低齿槽转矩的直驱力矩电机。配置HC-SOFT自主开发的软件,向导式的编程界面,通过一键导入工件图纸、输入参数,即可实现代码生成、参数校验、模拟加工、数据导出等功能。适用于精密磨削加工各种外螺纹工件的滚道,如滚珠丝杠、传动螺杆等。
无锡泰诺工具有限公司 WGM-400X 数控外螺纹磨床。最大磨削直径Φ200 mm;最大磨削长度400 mm;工件模数M0.5~M4(单边 M8);螺距0.25~6mm;最大螺旋升角±25 °。工作精度:丝杠C3级,蜗杆DIN3974齿形4级、螺旋线4级、粗糙度Ra ≤0.16。机床采用品字形的整体优质铸件床身,卧式结构,全闭环控制,六轴三联动,X/Z/C轴采用直驱技术,砂轮修整利用专用的工作轴,设有独立修整主轴,转速可调。全自主开发了包括砂轮修型软件和系统操作界面,操作界面友好、简单、可定制编译。操作者可直接使用菜单式输入齿形和根据 CAD 图纸进行齿形导入两种方式生成砂轮程序,非常方便。可加工各种形状的螺纹、丝杠、蜗杆、滚丝轮/滚轧轮等。
5. 珩磨机
上海善能机械有限公司 SSV2050精密珩磨机。转台最大承重 120 kg,冲程长度400 mm;冲程速度0.06~30 m/min;零件直径范围Φ4~Φ45 mm;工件最大高度120 mm。可根据客户需求定制珩磨系统,包括多主轴、在线测量系统、自动上下料等,珩磨精度圆柱度0.002 mm,尺寸公差0.003 mm,粗糙度Ra0.1。机床采用整体式铸造底座,模块化设计,超精密转台,提高工位转换精度,高精度双立柱配置,减少工序转换时间,提升加工效率。新一代工业化操作界面风格,更易操作,全过程信息记录,智能化监测机床状态,可选装塞规自动尺寸控制系统,提高加工尺寸一致性。

北京大足同进机械有限公司 MH150数控立式珩磨机。最大珩孔直径Φ150 mm;最大珩孔深度400 mm;冲程长度600 mm;冲程速度20 m/min;进给速度最小设定值0.01 μm /次;工作台面高度600 mm。机床采用整体式铸造底座,模块化设计,双进给主轴,可以进行平台网纹珩磨,交叉网纹清晰锐利无换向圆角。进给、往复、主旋均为伺服控制,具有在线精密测量、油石磨损自动补偿等功能。
株式会社日进制作所 G50-MM2 日进标准型珩磨设备。珩孔直径为Φ4~Φ100 mm;最大珩孔深度130 mm;冲程长度300 mm;冲程速度30 m/min;进给速度最小设定值0.01μm/次。机床可搭载最多2根珩磨轴,各珩磨轴具备自动对刀调整功能,满足大批量加工的需求。油石进给与行程速度及位置实现同步同调控制。在整个行程范围内,油石能够配合行程速度进行均匀连续的直线进给。珩磨杆与主轴间采用铣式夹头连接,缩短换杆时间,提高效率。仅键入被加工工件内径及要求交叉网纹角度,即可计算并自动设定主轴转速等程序,从而得到稳定的交叉网纹,提高被加工面的保油性。

6.工具类磨床
瑞士施利博格机械股份有限公司 Sirius NGS 6轴数控刀片磨床。X轴行程400 mm;Y轴行程350 mm;Z轴行程280 mm;A轴行程360°;B轴行程270°;F轴行程270°。机床采用FANUC 31iB5系统,6轴数控。全直线电机驱动技术,可连续生产几乎所有类型的复杂轮廓刀片。砂轮最大直径Φ300 mm,7工位砂轮库,用于砂轮法兰杆以及对应冷却液喷嘴分配板的自动交换。机内修整和在线刀具测量保证了生产柔性和最大可能的自动化。刀片的前刀面、周边和轮廓均可在一次装夹中完成磨削。前刀面磨削、周边磨削或振荡功能使得各种各样的后角磨削成为可能。交互式三维设计功能用来对最终产品进行精度优化,提高边缘品质。同时机床本身还提供TOOGLE样板程序库,用于满足标准刀片快捷生产需要或者复杂刀片的推荐模版式解决方案。

牧野机床(中国)有限公司 SG10 高精密数控刀具磨床。X轴行程200 mm;Y轴行程200 mm;Z轴行程150 mm;U轴行程100 mm;A轴行程360°;W轴行程+20°~-210°;最大刀具长度 150 mm。机床左右对称设计减小热变形影响,搭载开机后床身冷却循环系统,保证整机温度均衡。6轴CNC控制:X、Y、Z轴配置闭环光栅尺,A、W采用直驱电机。三工位刀库可实现自动换刀,搭配最新开发灵活自由的TOOL CREATOR操作软件可解决范围直径Φ1~Φ10mm的刀具生产。
昂科机床(上海)有限公司ANCA MX7 Ultra。X轴行程540 mm;Y轴行程540 mm;Z轴行程215 mm;C轴行程264°;A轴行程360°;最大直径Φ200 mm;最大工件承重20 kg。机床搭载模拟信号测量功能,可以保持任何刀具轮廓的线形精度小于±0.002 mm,包括球头和圆角刀具。该机床可以用于批量生产高性能精密刀具,其包含了纳米级控制系统,来确保平滑运动的新伺服控制算法;升级后的系统和机械性能,可以大大提高加工强度和刚度;在线测量技术、砂轮动平衡和跳动补偿,确保了精度的一致性;同时配备电机温度控制技术,对磨削主轴的热膨胀进行补偿。

孚尔默(太仓)机械有限公司 VHybrid 260 工具磨床。最大刀具直径Φ150 mm;最大刀具长度360 mm;最大砂轮和电极直径Φ150 mm;磨削主轴转速8500 r/min。通过一次装夹,即可完成对硬质合金以及PCD刀具的磨削或电火花放电加工。通过两根水平主轴垂直布置的方式实现多重加工。上、下部主轴既可用于磨削,也可用于电火花放电加工,而上部主轴只预留用作磨削。在对PCD(聚晶金刚石)刀具进行电火花放电加工时可达到Ra0.05的表面质量。

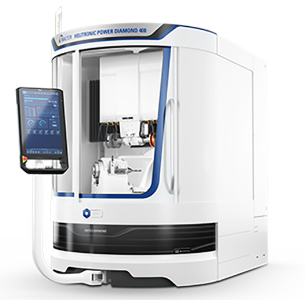
联合磨削集团 HELITRONIC POWER DIAMOND 400五轴数控工具磨床。X轴行程650 mm;Y轴行程350 mm;Z轴行程720 mm;A轴行程360°;C轴行程±200°。采用铸铁龙门式结构,3个线性轴为滚珠丝杠驱动,并由集成的高分辨率闭环测量系统加载和控制,标准配置两个皮带驱动的主轴,可以选择一个主轴为电主轴,每个主轴最多可装三片砂轮。可选配多种增效选项,如4工位或8工位砂轮更换装置、机器人装裁机、激光轮廓检测等。适用于各个行业的旋转对称刀具生产和重磨,也可用于大批量修磨。可加工材料包括高速钢、硬质合金、金属陶瓷、陶瓷等。
北平机床(浙江)股份有限公司 T6 五轴数控工具磨床。X轴行程450 mm;Y轴行程380 mm;Z轴行程250 mm;B轴行程360°;磨削工件范围0.8~16/25 mm;磨削工件长度200 mm。采用天然花岗岩床身,配置双砂轮组的电主轴和4组砂轮库,搭载3D模拟磨削工艺软件和智能化刀具管理系统,可实现自动磨削、检测、激光打标等工序集成的智能化生产,可进行实时数据采集、远程诊断、维护、监测、管理等工作。能选配支撑跟随机构实现加长钻头高效、高精度磨削, 配置自动装载机,具备机械手防撞、免维护快速修复及微调功能。
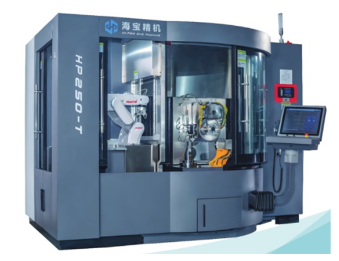
北京海宝精机数控机械有限公司 HP250-T 五轴数控刀片磨削中心。X轴行程160 mm;Y轴行程480 mm;Z轴行程220 mm;C轴行程-30°~+15°;C轴最大转速60 r/min。5轴CNC控制,5个进给轴全部采用闭环控制。标配3D-测头可对毛坯及成品进行多角度测量,系统根据成品测量值可进行自动补偿,提高产品精度。通过更换装夹系统,可以磨削各种槽刀片、成型刀片及非标刀片,也可用于ISO标准可转位机夹刀片的磨削;一次装夹能够同时满足刀片的刃口、槽型及倒棱磨削,加工的材质涵盖硬质合金、金属陶瓷、陶瓷、CBN、PCD。
7.其它类磨床
北京海普瑞森超精密技术有限公司 DJM-100A 超精密数控磨床。X轴行程200 mm;Z轴行程200 mm;X/Z直线度0.1μm/100 mm;C轴重复定位精度2″;主轴最高转速40000 r/min。可加工直径Φ100 mm,表面粗糙度Ra0.015μm,面形精度PV0.3 μm。机床底座采用人造花岗岩结构,所有线性轴均采用全静压约束轴承,工件轴(C轴)采用气体静压轴承,回转精度0.02 μm,确保在轮廓加工中实现超精密插补运动精度。用于脆硬性材料的超精密磨削,可磨削光学镜片、模压用钨钢模具、光学玻璃模具、柱销、套筒等。

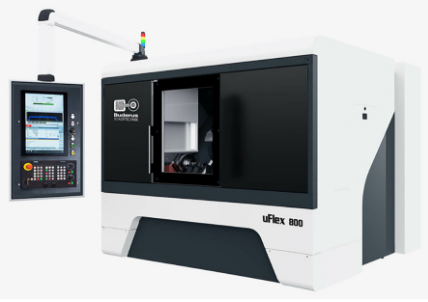
DVS集团 uFlex 800 (Buderus)。最大工件直径Φ50 mm;最大工件长度500 mm;X1轴(水平)行程500 mm ;Z轴(竖直)行程 800 mm;最大工件承重8 kg;工件主轴最大转速3500 r/min;刀具主轴最大转速6000 r/min。uFlex是一款紧凑的热后精加工机床。采用天然花岗岩床身,独立的内外圆磨削主轴结构安装在两个独立的十字滑台,实现一次装夹完成轴类工件的内外圆同步磨削。多功能头可以根据需求配备不同刀具和测量装置。配有先进驱动装置的235VM中驱。该驱动装置的工作转速可达2500r/min,以此实现零件的硬车加工。中驱技术的主要优势就是一次装夹能完成内圆和外圆几何轮廓的加工,这样会获得更高的精度以及效率的显著提升。
四川普什宁江机床有限公司 NJ-MK4280/1 数控坐标磨床。工作台尺寸1440 mm×860 mm;X轴(工作台纵向)行程1300 mm;X轴定位/重复定位精度0.004/0.002 mm;Y轴(磨头横向)行程800 mm;Y轴定位/重复定位精度0.004/0.002 mm;W轴(磨头垂直)行程635 mm;Z轴(往复冲程)行程170 mm;行星磨削最大孔径180 mm。机床采用华中数控系统对X、Y、Z、W、U、C六轴进行控制,并具有三轴联动功能。机床为连续轨迹数控坐标磨床,利用直线和圆弧逼近的方法,对淬火后的具有任意曲线的平面图形的样板、模具型腔和冲头等零件进行加工。利用点位数控的方法,对淬火后的带有高精度孔距要求的坐标孔系进行磨削加工。

北京精雕科技集团有限公司 JDGRMG500 精雕五轴高速磨削中心。X/Y/Z轴运动定位精度2 μm;A/C 轴运动定位精度5";X/Y/Z轴重复定位精度1.8 μm;A/C 轴重复定位精度3";X/Y/Z 轴工作行程550/770/450 mm;A/C轴回转角度(-115°~90°)/360°;刀库容量37 把(链式刀库);工作台直径Φ500 mm;最大工作负重300 kg。机床采用立式加工中心的结构,专为脆性材料和难切削材料的精密加工设计。配备碗型砂轮并使用中空通水主轴实现砂轮和工件的充分冷却,支持磨削加工多种特征,如:插磨加工高精度的孔特征、展成法磨削加工球面特征、通过联动控制实现非球面特征的加工。适用于玻璃、陶瓷、硅、宝石等非金属硬脆材料,以及硬质合金、不锈钢、钛合金等高硬度金属材料的复杂零件加工。

豪马国际有限公司 ZMS系列 中心孔磨床 (瑞士FISCHER)。标准型工件长度1000 mm(可扩展至3000 mm);可磨削中心孔(顶尖孔)直径范围Φ2~Φ200 mm;工件最小直径Φ5 mm;可加工中心孔角度0~90°。磨削精度径向跳动<1 μm;中心孔圆度(视工件而定)<0.0005 mm,中心孔粗糙度Ra 0.1~0.2 μm。采用精密的气动磨头主轴,主轴头可以在0~90°旋转,转速范围为0~60000 r/min,当磨较小直径的中心孔(顶尖孔)时,可选配转速为0~80000 r/min的主轴,磨轮线速度最高可达约82 m/min。特殊设计的顶尖支撑结构,允许最大的工件的承重高达400 kg。

(来源:协会市场部 责编:黄韶娟)
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank>经历充满挑战的一年 博世力士乐将继续勇往直前
- target=_blank>塞尔维亚Z&S公司赴日发精机参观考察,深化战略合作
- target=_blank>领航非道路机械的技术创新 博世力士乐惊艳亮相bauma 2025
- target=_blank>中国发展人形机器人有何优势?这家美媒这样说
- target=_blank>南京加快机器人产业集群发展
名企推荐







