
加工中心电主轴结构分析及典型故障修理
摘要:叙述SAJO10000加工中心电主轴的机械及电气结构,分析各组成部分和功用,列举两个维修实例。
关键词:电主轴;结构;故障维修
0 引言
SAJO10000 加工中心为瑞典萨耀公司生产的 5 轴联动加工中心,机床的精度及自动化程度高,机床尺寸大,工作台尺寸1000×1000,各轴行程:X=1600,Y=1500,Z=1750,A=0°~110°,B=
0°~360°。该设备使用方便,加工能力强。特别是它的主轴为电主轴,即主电机的转子即为机床的主轴,是目前较为先进的一种主轴结构。电主轴机械电器结构复杂,精度非常高,其电器控制能力技术含量高,主轴可实现 0~6000 r/min 的无级调速,其转速控制非常精确,可实现轴联动攻丝、加工高精度螺纹等作业。
1、加工中心电主轴结构
SAJO10000 加工中心电主轴的结构主要由转子和定子两大部分组成(图 1)。
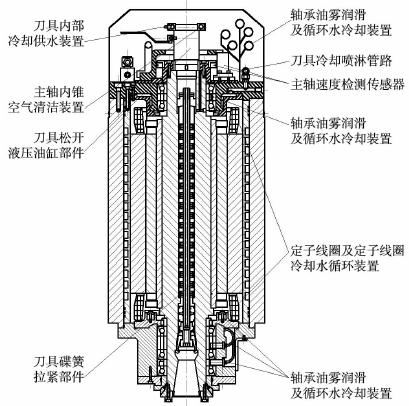
图 1 SAJO10000 加工中心电主轴结构
1.1 转子
转子部分包括:刀具碟簧拉紧部件,刀具松开液压油缸部件,主轴内锥空气清洁装置,刀具的内部冷却供水装置等。
(1)刀具碟簧拉紧部件。刀具碟簧拉紧部分的作用是将主轴上的刀具牢牢固定在主轴锥孔上,由数组碟簧通过预紧螺母及拉杆带动 1 个可伸缩的 4 爪拉紧钩,钩住刀具尾锥后部的拉钉,使刀具紧紧固定在主轴上。刀具拉紧力可通过调整碟簧拉杆后面的预紧螺母来实现,拉紧力的调整要适当,过松刀具易松动,过紧碟簧易损坏。
(2)刀具松开液压油缸部件。刀具松开液压油缸部件是用来反向推动碟簧使刀具与主轴分离,此液压缸体积小,工作油压较高,达到 15 MPa,对油缸的质量要求较高。
(3)主轴内锥空气清洁装置。主轴内锥空气清洁装置的作用是在主轴换刀的同时从主轴内部吹出压缩空气,清洁主轴内锥面,保证刀具定位准确、拉紧可靠。压缩空气的吹出由安装于刀具松开液压油缸上部的组合式液气控制阀来控制。
(4)刀具的内部冷却供水装置。刀具的内部冷却供水装置专用于主轴内冷结构的设备,其刀具的中心部位开有冷却液通路,主轴内部的冷却液通过此通路直接喷淋到刀具与零件的接触面,达到极佳的冷却效果。加工中以采用较高的主轴转速和较大的进给量,大大提高生产率。主轴中心部位的冷却液也是通过刀具松开液压油缸上部的组合式液气控制阀来控制实现。
1.2 定子
定子部分包括:定子线圈及定子线圈冷却水循环装置,主轴速度检测传感器,刀具冷却喷淋管路,轴承油雾润滑及循环水冷却装置等。
(1)定子线圈。此电主轴的定子线圈装在一长方体壳体内,与 A 轴连成一体并随 A 轴同时转动。其上装有电机电缆,在电机电缆内装有 2 组热保护传感器,对电机的过流过载起到很好的保护作用。此电机功率较大,电机定子线圈发热较大,通常的风冷散热方式满足不了要求。在设计上厂家采取了定子线圈壳体外加循环水的冷却方式,大大提高了散热效果。电机线圈产生的热量能够很快被带走,进一步提高了电机的过流过载能力。增加了水冷却装置,对主轴的密封性要求也提高了。
(2)主轴速度检测传感器。此电主轴的速度反馈是通过安装在主轴转子上的齿形码盘和位于电机定子端盖上的磁性传感器来检测,码盘的每个齿经过磁性传感器的检测面时传感器发出1 个脉冲信号,单位时间内发出的脉冲数通过主轴伺服控制器的处理,产生相应的控制信号来控制主轴的转速和转角,同时将主轴的状态反馈给数控系统。
(3)刀具冷却喷淋管路。刀具冷却喷淋管路通过定子壳体将冷却液直接输送到主轴刀具两侧的 6 个喷嘴,对主轴上的刀具进行强制冷却。此设计比一般的机床冷却液注入量大很多,从而减小刀具磨损及工件热变形。
(4)轴承油雾润滑。该电机转子与定子壳体靠一组 5 个精密的轴承安装支撑,轴承为 7020ACD/P4A,转子轴前端安装 3 个轴承,后端 2 个轴承。这组轴承的转速高、负荷大,特别是前部的3 个轴承,对润滑要求较高。此电主轴在设计上采用了油雾润滑方式,润滑油在油雾发生器中与压缩空气充分混合,通过管路输送到各轴承的滚动体上,使轴承得到充分润滑及冷却。同时在设计上对前部的 3 个轴承安装座采用了循环水冷包强制冷却,又
进一步保证了轴承的良好工作状态。
2 、电主轴典型故障的修理
2.1 电主轴进水定子线圈烧坏故障
该机床在加工零件时,操作者听到主轴发出异常声音,随后机床自动停机,打开工作门,发现主轴与 A 轴相接处冒出白烟,散发出焦糊味。这期间显示功率输出已达 99﹪,出现了主轴伺服故障、主轴伺服测量回路电流绝对值错误报警。
关机检查发现主电机三相线圈对地电阻为零,决定对主电机进行拆卸。当取下电机上部端盖时发现有水汽和烟灰的混合物喷附在电机的上端盖,电机的三相绕组出线处已烧焦,定子内腔壁已锈蚀,用吊车取下电机转子后,在定子线圈的下部有很多积水。拆下主轴下端冷却水循环盘时,发现其上部有一个带密封垫圈的 M5 内六角螺钉头部已断掉,密封垫圈失去密封性,冷却水渗到电机内造成电机损坏。此电机为德国西门子公司产品,如购买原厂备件要 3~4 个月的定货周期,最终由国内专业厂家在一周内重新绕制完成。装配后试机,电主轴工作正常。
2.2 电主轴轴承的更换
该机床在运行中出现电主轴编码器错误报警。根据以往的经验,调整了编码器与检测齿盘的间隙,但没有好转。与操作者沟通了解到该主轴近来振动有点大,加工孔的光度不好。检查主轴的静态精度,径向跳动在 0.02~0.04 mm、轴向跳动在0.05~0.08 mm,在检测排除了测量方法和其他各轴的影响后,判定可能是主轴轴承有问题,决定进行拆卸更换。
此电主轴比较重,电机约有 300 kg,拆卸需多人合作。特别是在分解转子轴时要将整个电机落稳在工作台的垫铁座上,人爬到 4 m 多高的机床上部,手盘 Y 轴丝杠将电机定子壳体向上移出,才能将电机轴转子及转子前部的轴承安装壳体拆下。拆下了电机轴转子及转子前部的轴承安装壳体后要对内部的 3 个轴承进行分解,但对照机械图用常规方法进行拆卸时发现固定轴承的前端压紧端盖无法拆开。后咨询厂家得知,该处轴承前端压紧端盖的内孔与轴的过盈量达 0.1 mm,轴向需用 2000 kg 的力才能拆开,拆卸有很大风险。此机床在轴承压紧端盖上设计了拆卸专用油压空腔,用高压手压泵将高压油通过专用接头注入方可拆下,通过计算高压油压要达到 50 MPa 左右。为此设计制作了专用接头,在四五个人的配合下终于将其拆出。
通过检查,轴承已明显磨损。更换新轴承时预先加热轴承,避免影响新轴承精度又便于安装,特别在加热安装固定轴承的前端压紧端盖时,对加热温度进行了仔细计算,结合有效施控轴承预紧力,通过几天认真仔细的操作终于将轴承更换完毕。
3、结语
通过这次 SAJO10000 电主轴轴承的更换,增强了对电主轴机床的认识,为今后电主轴的修理积累了经验。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank> 丝杠磨损对数控机床进给系统摩擦特性的影响研究
- target=_blank> 浅谈加工中心螺纹加工
- target=_blank>FANUC伺服优化功能在模具加工中的应用
- target=_blank>C系列飞机固定器类零件数字化加工技术
- target=_blank>数控车削加工中半径补偿的运用研究
名企推荐







