
浅谈圆锥面配合零件在普通车床上加工的改进
摘要:以职业院校技能竞赛车加工项目试题为例,描述了圆锥面配合零件在普通车床上常规车削加工方法及存在的问题,结合竞赛辅导经验,针对存在的问题提出了利用百分表配合车削加工圆锥面配合零件的改进方法,及利用三角形关系解决圆锥零件配合间距的改进方法。
关键词:车加工;圆锥面;百分表;竞赛
虽然当今工业智能化日益发展,但是在平时的设备和工具中基础零部件仍然占据着重要地位,特别是许多圆锥面的配合零件仍被广泛应用,如普通车床主轴的锥孔与前顶尖锥柄的配合,麻花钻头的锥柄与变径锥套之间配合等。技工学校是培养技能型才的重要基地,普通车床的技能训练已经成为各类中职、技工学校机械专业教学与训练的重要课题。
圆锥零件是机械零件结构中重要的组成部分,其车削也是机械零件中较难掌握的加工工艺之一,利用普通车床加工各种形状和精度的圆锥面配合零件也是车工必须掌握的重要内容,圆锥面配合零件的加工是各类车加工技能竞赛的重要考点之一。
本文以福建省中职院校技能竞赛车加工项目试题为例,如图 1。
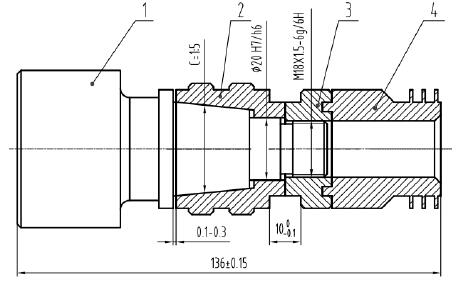
图 1 车加工项目试题
1 、零件的车削要求分析
1.1 精度要求
分析该中职类车加工竞赛试题的车削工艺,图样中的加工基本要求:锥度是 1:5±5′,要求圆锥面的配合件 1、2 的配断面间隙为 0.1- 0.3,表面粗糙度要求为 1.6μm 涂色法检查配合接触面≥70%。
1.2 竞赛要求
车加工项目技能竞赛追求三个“度”,即精度、速度和粗糙度。即在日常的训练指导中教师应该经常分析学生的工艺安排、切削用量选择及工量夹具的使用等。在加工过程中合理选择刀具和优化切削用量,在最短时间内用熟练的操作确保关键得分点,保证在规定的时间内完成切削项目。 因此,用优化的加工工艺和方法以便节约加工时间至关重要。
2 、传统的车削方法及存在的主要问题
在普通车床上加工圆锥零件时主要保证圆锥角度和尺寸精度,首先先控制圆锥角度,其次再精车保证尺寸精度。经过零件的分析,该零件的圆锥半角较大且圆锥面对应的直线距离较短,适用于转动小滑板的车削法。常用的转动小滑板法车圆锥零件即在车削工件的圆锥面零件前将车床的小滑板转过一定角度, 使车床小滑板移动的手动进给方向与工件主轴中心线的夹角等于计算的圆锥半角 α/2 。该方法特点是操作简单且可加工锥角范围较大的内外锥零件,缺点就是圆锥角精度较差且受小滑板转动行程的限制不能车削长的圆传统的加工步骤是:
2.1 小滑板转动角度的确定
通过查表或者数学计算确定锥度1:5 的圆锥半角是 5°42′38″;
2.2 转动小滑板的方法
松开小滑板下的转盘上两个螺母,观测小滑板中间刻度零线,用目测的方法转动小滑板的角度至计算的圆锥半角,粗略对准后再通过试车削测量多次找正。
2.3 粗车外圆锥面
先移动中滑板调整好切削深度再双手交替转动小滑板的手柄将零件车削到外圆位置。然后调整万能角度尺至要测得的圆锥半角,基尺靠在零件端面并穿过工件中心,刀口尺贴在圆锥面的切线上,再用透光法检验并微调小滑板下的转盘角度。多次试切测量至合格的角度要求。
2.4 精车圆锥面
小滑板的转角调整准确后,提高主轴转速、降低进给量,精车圆锥面保证表面粗糙度和尺寸精度。这种方法虽然简单但是在加工圆锥零件时因车床小滑板转盘的刻度值精确度较低,而且常见圆锥的圆锥角度基本不是整数,故角度的小数部分只能用目测方式对准。因目测存在较大误差,所以车削圆锥时经一次角度调整加工的锥度难以达到图样要求,一般要需要试车削后测量锥度再微调小滑板的转角,经过多次反复后才能逐步使锥度准确。因此在竞赛加工圆锥配合零件费时费力而达不到精度要求。
3 、改进方法
在辅导技能竞赛及教学工作的几年中,通过教学实践和结合竞赛辅导经验,在不断的研究、总结下,对于圆锥面配合零件的车削也有了一定的认知,在此谈谈车削圆锥面配合零件的方法改进。
3.1 校准锥度的改进方法
通过理解圆锥的基本参数(如图 2)。可推演为直角三角形来表达锥度,如上例的锥度 1:5 可计算转变为:径向半径差(D- d)=1mm,锥面对应的水平长度 L=10mm,根据直角三角形关系式可得转动小滑板移动的距离即斜边 c=10.05mm。转动小滑板转盘时应用钟表式百分表和机床尾座伸出套筒的光滑面调整圆锥半角的方法如下:百分表吸附在刀架边缘并垂直对准尾座套筒中心位置,松开小滑板下的转盘上两个螺母,转动小滑板的转盘至需要的圆锥半角并且将百分表的刻度盘对零,百分表压入两圈(2mm)后指针调零,然后消除间隙后转动小滑板向左移动10.05mm,最后用微调小滑板下的转盘直至百分表指针示数变化为1,说明锥度半角校准完毕,然后按图纸要求加工圆锥面。
如果竞赛过程中的圆锥配合面的锥度与样题不一致,或者以盲题的方式呈现给选手,例如锥度改为 1:12,如何应变呢?同样的原理,百分表压入两圈(2mm)后指针调零,然后消除间隙后转动小滑板向左移动略大于 2 倍的水平长度(即 2×12)mm,再微调小滑板下的转盘直至百分表指针示数变化为 1。
该改进的方法减少圆锥半角繁琐的计算过程,弥补现阶段技工院校学生计算能力的不足,且节约了非加工的衔接时间。
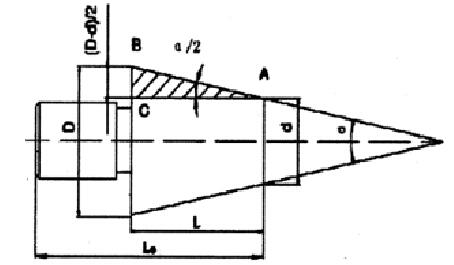
图 2 圆锥的基本参数
3.2 内圆锥面的加工改进方法
测量工件端面并精车外圆锥面后,保持小滑板转盘转动的角度一致,安装反向镗刀(左偏刀)于刀架,车床主轴反转加工内锥面。这种方法即可以保证内外圆锥面配合更佳,而且节省了内锥零件再次校准锥度的时间。
3.3 控制圆锥配合间距的改进方法
如上例,对于锥度 1:5 的圆锥配合零件间的配合间隙为0.1- 0.3。按传统的加工方法为使用经验法和结合多次切削测量的形式。此方法费时且难于达到精度要求。利用三角形关系的改进方法准确控制圆锥零件的配合间距,从锥度零件轴向移动和径向变化关系图(图 3) 所示,可以快速计算轴向变化 1mm径向需调整0.1mm。半精车结束后测量轴向配合间距,(实际测量值 - 理论间距值)×0.1mm即为中滑板的精车余量。经过一次调整中滑板的径向精车余量可直接精车到位,保证圆锥配合间距合格。
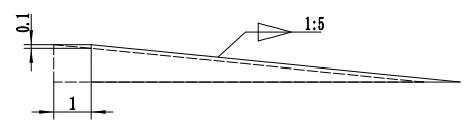
图 3 轴向移动和径向变化关系
通过以上车削方法的改进,效果显著:a.通过多次的实践统计,改进的方法单项切削可节省 15 分钟,提高效率,为后续的加工提供了充足的时间条件;b.应用“反刀法”车削的内外圆锥面,经涂色法检查配合接触面为≥98%,高于图样要求;c.经过三坐标精密测量检验,工件的尺寸精度特别是圆锥配合间距符合图样要求。以上改进符合技能竞赛追求的三个“度”,即尺寸精度、加工速度和粗糙度。
结束语
经过改进的圆锥面配合零件的车削方法,在实操中提高了效率并有效地解决车加工“圆锥面配合零件的车削”技能实习教学的难点,本人将改进方法应用到车工实践教学中取得了显著的教学成绩。近年来我院车工工种的中、高级职业资格鉴定考核通过率大于92%以上,指导学生参加省、市各级技能竞赛在车加工项目中多次获得了市赛一、二等奖和省赛一、三等奖的好成绩,也充分证明圆锥面配合零件的车削方法的改进是合适现阶段的教学和技能竞赛。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank>数控加工中心常见故障诊断与维修探析
- target=_blank>数控车床机械故障的维修探析
- target=_blank> 立式加工中心机床的主轴振动异音问题研究
- target=_blank>加工中心主轴锥孔严重损伤简易修复方法
- target=_blank>俄罗斯2A637型数控镗铣床主轴松拉刀机构改造
名企推荐







