
DASEN16i数控系统在大型龙门机床上的应用
摘要:目前,DASEN数控系统在机床上的安装机型越来越多,特别是加工中心,攻牙机上的使用很普遍。但是在大型龙门上的安装,受系统功能和使用经验的限制,使用数量有限。因此,以DASEN16i数控系统在某35GLEII×60龙门加工中心上的应用作一个介绍,把一些特殊功能的使用分享给大家,为以后使用这些功能的同行提供一个参考。
关键词:伺服刀库;动臂式换刀;同期轴;倾斜面加工
0 引言
该机床行程为12 500 mm×600 mm×3 500 mm,基本轴XYZ轴,W轴是同期控制的动梁结构,刀头测有两个旋转轴控制,配置伺服链式刀库,伺服电机控制头库,共配有9 个伺服轴,另加一个伺服主轴。机床结构示意图如图 1所示。
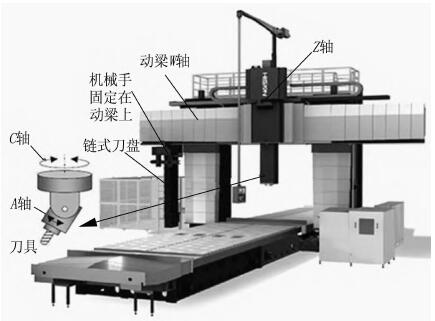
图 1 机床构成示意图
1、问题及技术关键点
(1) PLC 轴控制刀盘旋转,并且机械手安装在动梁上,所以换刀位置随横梁的位置变动而变动,如何确定换刀位置。
(2) W轴横梁同期控制的调整,如何调整可以减少误差报警。
(3) 倾斜面加工功能和使用。
2 、问题分析及解决方案
2.1 PLC轴刀盘控制
刀盘使用PLC轴控制可以实现快速准确定位,360°除以总刀具数就是每个刀具的移动距离,手动正反转刀盘时,每按 1 次按键,旋转 1 个刀具距离。即移动数据累加或减少一个刀具距离。自动时,根据现在刀位到目标刀位的刀位数乘以每个刀具距离,然后计算出总的距离,利用伺服轴就近旋转功能,判断刀盘的就近正反转,移动到目标刀位。关于 PLC 轴要根据 PLC 指令,对区别于 NC 控制轴的独立轴进行控制,通过 PLC 开关切换 PLC 轴控制有效/无效。
PLC 轴控制执行时的处理有以下几点:
(1) 用户PLC在R寄存器中设定控制数据。
(2) 用户 PLC 在 R 寄存器中设定 PLC 中控制信息地址。
(3) 用户PLC接通PLC轴控制有效信号。
(4) NC根据控制数据,执行PLC轴控制。
通过对寄存器R9848的赋值,可以实现对PLC轴的控制,运行方式选择,运行速度、运行数据等的设定。
2.2待命刀套位置和刀臂位置关系
如图1所示,由于刀臂固定在横梁上,横梁的移动有随机性,上下位置不固定,但横梁移动比较缓慢,换刀时不能随时移动到固定的换刀位置,因为刀盘移动相对容易快速,为了节省换刀的时间,提高换刀效率,需要换刀时刀盘待命刀套位置找W轴的位置。当预选刀时,以第一个刀套位置作为原点,计算待命刀套位置,然后移动到固定的第一换刀点,当要换刀时,第一换刀点位置要和W轴位置一起计算,刀盘移动到机械手的位置,也就是对应横梁W轴的位置。这些可通过PLC控制解决,把PLC轴的功能和 PLC 的运算结合,计算出刀盘应该旋转到的换刀点位置,PLC控制刀盘位置和W轴位置处理。
2.3 W轴横梁同期控制的调整
2.3.1 同期轴的构成
由于该台机床属于大型龙门机床,形成比较大,为了满足Z轴的行程距离,在原有的Z轴控制基础上增加动梁W轴,但W轴重量比较重和跨度比较大,所以采用同期控制来满足机床要求。现将同期控制的功能和调试事项做个说明:同期控制是指将主动轴的移动指令发送到从动轴,使两轴按照相同的移动指令进行控制的控制方式。作为同期基准的轴称为主动轴,跟随主动轴的轴称为从动轴。如图2所示。
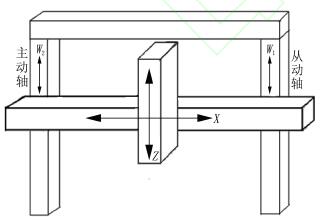
图2 龙门动梁示意图
2.3.2 同期轴的调整
调机时在同期控制模式下,为了对主动轴和从动轴进行平衡调整,暂时解除同期时采用的模式称为修正模式。对各轴可采用手动手轮进给或手动任意进给执行移动。在修正模式中,如果运转模式为手动手轮进给或手动任意进给以外的运转模式时,发生操作报警。选择同期运转方式,时常检查主动轴和从动轴的位置关系,如超过参数设定的“同期误差允许量”,则发生报警并停止进给。但是,未进行原点确定时,则不进行同期误差检查。同期轴的伺服自动调整,同期轴在伺服调整时要使横梁基本平行,电机电流、扭矩相近,然后要先解除同期控制,主动、从动轴分别做调整。但由于受机械结构的限制,用 NC Analyzer 伺服自动调整软件有些调整项不能进行,调整后的位置环增益,速度环增益,加减速时间尽量向两轴的中间值靠拢,努力保持一致,保证电机的启动、停止的一致性。否则,主动、从动轴电机启动停止瞬间不同步,出现横梁瞬间倾斜现象,产生过载和误差大报警。
报警处理,同期轴使用中最常出现的报警是同期误差过大报警,当同期误差过大报警发生频繁时,虽然可以通过增大同期误差允许值 (参数2024) 的方法避免,但是尽量将同期误差允许值设定在可预测的允许范围内,不能靠增加误差值较少报警,这样做只能让情况更严重。第一调整机床的平衡,第二切削时间常数、快速进给时间常数增大,加减速模式变更为延迟模式 (例如一次延迟),减小快速进给速度切削钳制速度。由于相关的参数太多,基本参数不做说明。同期轴主要参数的设定如下:#1068 指定与该轴同期的从动轴的轴号。
#1069 设定不显示轴计数器的轴。#2024 同期误差检查时,在主动轴上设定允许的最大同期误差。#1281 bit3 同期控制的对象轴从伺服关闭至伺服启动期间,主动轴置的位置自动配合从动轴的位置;bit0同期控制中的手动高速参考点返回动作切换。#1493 主动轴和从动轴在各轴进行原点确定动作。#2036 原点调整量表示同期运转方式的挡块式原点返回中脱离近点挡块后,从动轴上最初的格栅点至实际原点确定位置之间的距离。同期轴功能PLC接口很简单,R2589表示同期控制运转方式选,YC2B 表示在自动运转中通过 R2589 寄存器切换运转动作时,请重新计算。 R2592表示原点调整完成。
注意事项:轴取出功能不能使用在同期控制轴上。把主动轴和从动轴的软件极限设定相同的设定值,手动运转模式时,软件极限即使在从动轴发出报警,主动轴也不会停止。同期轴的单个轴运转时,互锁、机床锁等信号只对主动轴信号有效。
2.4 倾斜面加工功能和使用
2.4.1 倾斜面加工功能
倾斜面加工功能通过对当前已设定的(倾斜面加工指令前的)坐标系 XYZ 轴,可定义执行旋转及原点的平行移动后的新坐标系(称为特征坐标系)的功能。通过该功能定义空间上的任意平面,可对该平面指定通常的程序指令执行加工。可在新定义的特征坐标系的+Z 方向自动控制刀具轴方向。配合刀具轴方向再次设定特征坐标系,因此无需了解特征坐标系的方向或刀具轴的旋转方向即可创建加工程序。
倾斜面加工功能只需要把选项参数打开,不需要做系统PLC程序,设置几个基本参数即可,主要是应用经验的积累和加工程序编写,建立空间几何图形的思维。对应机械的轴构成要求如图 1 中所示的主轴头上的 C 轴和 A 轴,或者是C轴和A轴安装在工作台上,或者分别装在主轴头和工作台上这3种安装方式。
2.4.2 倾斜面加工中的参数
#1287bit1、bit2 表示倾斜面坐标显示切换
#8713 表示跳跃坐标切替
#7900—#7956 表示旋转轴构成参数
2.4.3 倾斜面加工指令
G68.2 [P0] Xx YyZz Iα Jβ Kγ ;(根据欧拉角指定)
G68.3 Xx YyZz Rα; (通过刀具轴方向指定)
G69 取消倾斜面加工。
指令设定如下特征坐标系:
(1) 将倾斜面加工指令前的坐标系点(x,y,z) 作为特征坐标系原点。
(2) 使原点偏移的坐标系绕Z轴旋转α。
(3) 仅使下一次旋转后的坐标系的X轴旋转β。
(4) 进一步使旋转后的坐标系的Z轴旋转γ。
2.4.4 倾斜面加工动作说明
倾斜面加工模式中的动作,发出倾斜面加工指令时,设定前述特征坐标系。将参数#8901—#8906 设为“23”时,显示特征坐标系的计数器 (机械不移动)。倾斜面加工模式中的移动指令为特征坐标系中的指令。在特征坐标系的计数器显示中,通过设定参数 #1287 ext23/bit2、bit3(倾斜面坐标显示切换),可选择不包含刀长补偿/刀径补偿的程序指令上的加工位置。
刀具轴方向控制,发出 G53.1 指令时,移动旋转轴使刀具轴方向为特征坐标系的+Z 方向。此时,移动的仅为旋转轴,XYZ轴不移动。旋转轴的移动速度因G53.1 指令时的模态而异。根据特征坐标系设定G53.1指令时旋转轴可快速移动。在刀具距离工作台足够远的距离后再发出G53.1 指令。
倾斜面加工模式的取消,通过G69指令可取消倾斜面加工。解除特征坐标系设定,坐标系返回至倾斜面加工指令时的工件坐标系,工件坐标位置计数器变化为原工件坐标系的坐标值,机械不移动, 复位时也取消倾斜面加工,但在参数#1151 为“0”时的复位1 中保持倾斜面加工模式。立方体倾斜面加工和相应的加工程序如图3所示。在主程序中以倾斜面指定方式设定特征坐标系,通过子程序(加工程序 100)执行加工。
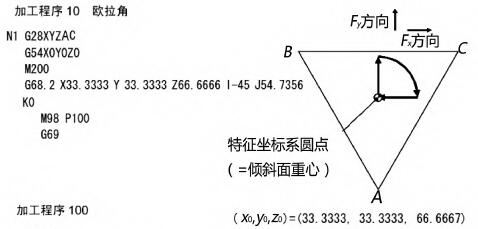
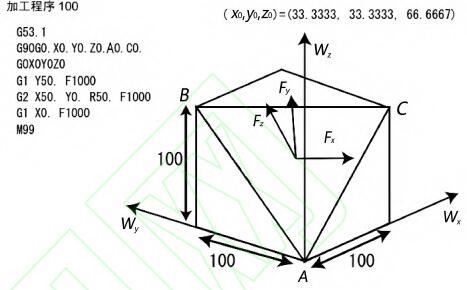
图3 立方体倾斜面加工和相应的加工程序
倾斜面加工功能有些类似在G68指令三维坐标转换功能的基础上增加旋转轴的控制,坐标的移动和旋转可以随工件的要求,随意定义坐标系,功能更强大,使用更灵活,实现机床的五面体加工。但是对机床编程和操作者的要求更高,要想达到快速掌握,不是那么容易的。
3、机型或行业应用拓展
该机床是一台动粱式龙门数控加工中心,控制系统选用 DASEN16i 数控系统,电机反馈采用一百万线分辨率编码器,控制精度高,结构布局先进合理,外形美观,纵向导轨采用大规格线性滚动导轨,运动灵敏度高,横向导轨采用力学性能优越的双线性导轨与滑动导轨的复合结构,升降导轨采用大包容结构,基础大件结构规格大,并布置有足够的加强筋版,整机刚性好,稳定性好,承载能力大,广泛应用于制冷,航空航天、石化、锅炉、印刷、包装等行业,对各种管板,板件,盘件,壳体件,机架以及模具等复杂零件的多品种小批量生产,也适用于汽车,机车车辆及柴油机行业的缸体,壳体类等零件的加工,本设备滑枕端面可安装各种附件头,扩大机床加工工艺范围,实现对零件的五面加工,可以配置直角头,万能头,延伸头,扁直角铣头,是一台高效多功能大型龙门加工中心。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank>海德汉 TNC426 数控系统故障维修
- target=_blank> 数控车床主轴箱加工工艺改进
- target=_blank> LOGO!对CW6163B型车床的数控化改造
- target=_blank> PC7620 多刀车床刀架导轨自动润滑系统改造
- target=_blank> 数控车加工多线螺纹的方法
名企推荐







