
摘要:一般情况而言,对机械零件加工中的倒角从来都没有放在心上,认为零件倒角主要起到去毛刺、锐角等作用。但我们在数控车床加工一些非直角倒角时,总会遇到一些很大的麻烦,比如在编制非直角倒角的程序时,就会发现倒角在现实零件加工中大有文章可做,本文详细的为你介绍。
1.非直角倒角规定
在GB/T4458.4-2003《机械制图尺寸注法》中关于倒角5.9条是这样规定的:45°的倒角可标注成C2的样式,非45°倒角应在图样上单独标出角度,并单独标出长度,而不能标成2×30°的样式。在数控车床上加工倒角,直角倒角一般多采用车刀沿节点的轨迹完成加工,从轨迹上看,已经不存在倒角的概念了。如果是圆角,可以选择用G02/G03指令来完成加工,也可以直接用G01的直线倒角指令,或直接用圆弧倒角指令完成加工。
我们在实践加工中经常会看到类似图1、图2的标注。对于重要的零件如:气门导管孔口倒角、精密量具端部的倒角、液压零件的孔口倒角、喷泉出水口锥孔端部倒角等都特别讲究,很多人可能会忽视它的重要性,其实这些倒角的精度会直接影响压力的大小、流量的多少、行程或位移的精准度以及零件寿命的长短等,因此,无论是设计人员还是加工零件的技术人员(不管是车、钳工,还是铣、磨工和加工中心操作工等),都应该对倒角的问题引起重视,注意倒角加工精度的细节问题。
在数控机床上如果遇到类似圆锥端部倒角,一般都是直接采用轨迹编程法完成加工,确实不存在倒角概念了,但是笔者仍建议技术人员先加工好圆锥面和圆锥端面,形成非直角后再加工倒角参数要求,这样会减小圆锥角误差的产生。为什么呢?因素是多方面的,其中就有一点:刀尖圆弧的存在所带来的误差,不是刀补可以完全消除的,特别是圆锥配合面的加工,要想使加工件配合效果更好,加工内外圆锥面的刀尖圆弧应该同等大小。对于这一点,有兴趣的读者可以去验证对比一下。如不采用这种方法加工,就会出现更多的精度误差。
2.非直角倒角讨论
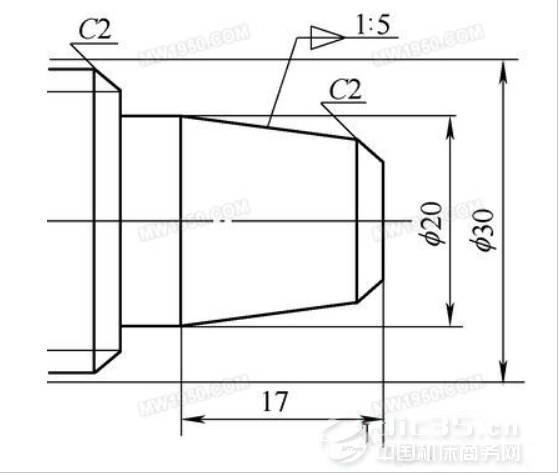
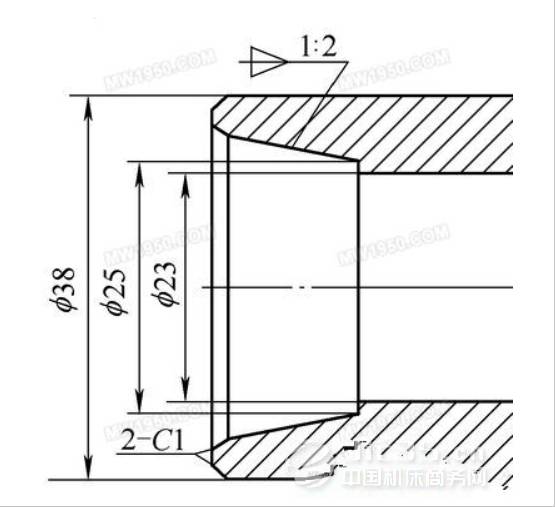
图1中有一个外圆锥端部非直角倒角的标注C2和一个螺纹端部的直角倒角C2,图2中有一个非直角内孔倒角C1有如下几个问题:
首先,我们要明确这个C2的倒角标注合不合理?因为,我们知道Cx倒角应该特指45°倒角,而且一般都是针对直角的倒角。倒去部分定义是等腰直角三角形,直角三角形的边长等于x,所以,对于不是直角的倒角标注(如图1端部所示钝角),可不可以用Cx倒角标注,这是本文的关键所在。因为很多图样上会有这样的标注,如果不可以这样标注,就不需要来讨论,直接否定掉这种标注就可以了,但绘图标准中没有查到类似的标准或说明。
其次,如果可以这样标注,那么,实际操作中究竟怎样倒角呢?对于一般性的去毛刺倒角,没有什么影响,不管用普通车床加工还是用数控车床加工,直接倒角就可以了。如果对于倒角精度要求很高的零件来讲,不但圆锥角度的精度要保证,而且圆锥端部倒角精度也要保证,甚至还要保证倒角的大小端尺寸精度。在数控车床上加工这样的零件倒角,节点计算就很有讨论的必要。
我们以图1的倒角编程为例。因为很多老师的见解不同,所以倒角的编程方法也不同,甚至还产生过激烈的辩论,主要有以下几种争议:
(1)C2的倒角按照轴向2mm计算,一种取圆锥长度为15mm,即倒去等腰直角三角形(直角边为2mm)后,得到倒角的两点编程坐标参数分别是X17Z-2和X13Z0。这种做法计算方便,编程方便,但不符合从圆锥端角(圆锥面与端面相交形成的角)处开始倒角的原理。
(2)C2的倒角按照轴向2mm计算,在先有角才能倒角的固有模式下,即:先计算出未倒角前圆锥小端的直径是16.6mm,这时候不管是径向还是轴向倒角C2,都得到倒角的两点编程坐标参数,它们分别是X17.04Z-2.22和X12.6Z0,这种情况下出现了在实体零件上的轴向倒角长度不等于2mm的现象,且编程计算繁琐,在实际加工中很不实用,基本上没有人采有这样的编程加工。
但笔者认为这应该是最符合C2倒角定义的加工方法,也可以看成是从倒角起点开始,径向或者轴向切去2mm的倒角。假定C2倒角标注正确,从坐标点X16.6Z0处开始倒角,得到C2倒角后的轴向和径向两点坐标分别是X16.6Z-2和X12.6Z0,而实际形成的倒角坐标点X17.04Z-2.22,是由于在直角的基础上增加了圆锥半角才导致实际倒角形状和参数的变化。
(3)C2的倒角按照按AutoCAD绘图中的倒角指令来倒角,即在角的两邻边各倒去2mm的话,这种方法与圆弧倒角和角两边直线相切一样,切线长度相等,但是得到的结果是既不符合45°角度要求,也不符合倒去直角边2mm的尺寸要求,所以不能保证图样上C2的加工要求。在数控车上编程加工倒角,很多人采用这种做法,但很少有人会想到这不符合C2的倒角精度要求。
(4)C2的倒角按照从圆锥顶点取径向2mm,轴向取保留圆锥长度为15mm来倒角,计算得到倒角两端点编程坐标参数分别是X17Z-2和X12.6Z0,这样加工出来的倒角角度也不符合要求。
(5)其他类型的方法倒角等都不能满足C2倒角的标准技术要求。如果圆锥角度变化较大,则编程计算得到的误差也会较大。
最后,不管我们怎样加工,都会出现矛盾之处,如果是一般要求的倒角也无所谓,采用保证圆锥角度的编程方法完成加工,45°倒角的角度要求让位于加工的方便即可(即第1种方法)。如果这个倒角的角度加工精度要求很高,不管是倒角的角度精度超差还是倒角尺寸的大、小尺寸精度超差,都会影响到设计的流量、压力、行程甚至是方向等问题,最终影响零件的使用效果。因此,我们必须要计算好零件倒角的精度问题。如果达到理想的加工精度,那么我们该如何标注、加工标准在哪里呢?如果没有标准作为依据,即使是数控磨床也不一定能保证加工的精度。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
- target=_blank>反映加工中心特征的一些指令介绍
- target=_blank>丝锥磨床的特点及其应用
- target=_blank>立式车床PLC控制系统设计
- target=_blank>影响电火花线切割机可靠性的最主要因素——运丝装置故障
- target=_blank>滚刀进行高速滚削加工的应用







