
摘 要: 实际生产中遇到超大导程多头内螺纹, 现有设备不经改造难以满足加工要求。文章仅从挂轮配换角度出发, 阐述了加工不同导程时的挂轮配换原理, 进行了挂轮的初步配换计算。
关键词: 超大导程; 挂轮配换; 挂轮比
0 引言
配换挂轮无论是对螺纹的车削、铣削还是磨削来说, 都是很重要的一环, 挂轮搭配的合适与否, 直接影响被加工螺纹的精度。对具有特殊螺距的螺纹, 需要配换差动挂轮的制件以及在无走刀箱的单杠车床上加工螺纹时, 都需要技术人员( 或工人) 自行计算挂轮, 方能进行切削。车螺纹时, 在有走刀箱的车床上, 一般只要按铭牌上的规定去变换手柄和挂轮就可切削, 但有时也会因车床上挂轮缺少, 不能按铭牌规定搭配挂轮, 或者碰到需要扩大某些车床的螺纹加工范围等情况, 这时, 就需要算出新的挂轮来解决上述问题。
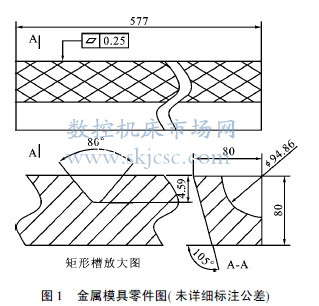
我公司项目研制过程中需制造一套铸造用金属模具, 该模具的核心构件由四瓣组合而成( 如图1 所示) , 其内腔( 呈菱形块状) 由正、反各15 条螺纹( 导程576mm) 构成, 加工导程为576mm 的内螺纹, 需要对现有设备进行技术改造, 其中就包含了挂轮配换。
1 挂轮配换原理
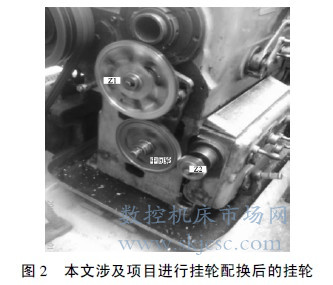
丝杠的转动是由主轴上的齿轮通过三星齿轮和挂轮Z1、Z2、Z3、Z4 传动。由于主轴上的齿轮和三星齿轮的齿数是固定不变的, 所以主轴和丝杠的传动比是依靠挂轮的配换来调整的。
在金属切削机床上, 挂轮所连接的被动轴( 丝杠) 转数与主动轴( 主轴/ 工件) 转数之比, 等于工件导程与丝杠导程之比, 叫做挂轮比。即:
i= 丝杠转数/ 工件转数= 工件导程/ 丝杠导程
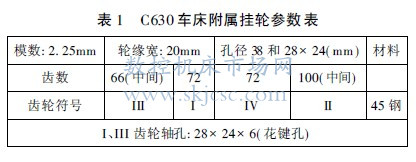
挂轮比是选取、配换挂轮的依据。以C630 车床为例, 车削公制、英制螺纹和普通走刀时, 挂轮架上装齿数为两个Z= 72 的齿轮及一个Z= 66 的中间挂轮( 单式轮系) , 即I、I II、I V 交换齿轮; 车削模数螺纹时用两个齿数Z= 72 及Z= 66 和Z= 100 的齿轮( 复式轮系) , 即I、I I、I II、I V 交换齿轮。
2 挂轮配换的原因
参照C630 车床可车削公制螺纹导程( 部分) 表( 见表3) , 可以看出C630 车床不经过改造最大能加工的螺纹导程为224mm。因此, 若要加工导程为576mm 的内螺纹就必须对机床进行必要的技术改造, 下面仅讨论挂轮配换问题。

3 挂轮配换
已知C630 车床的丝杠导程S2= 12mm, 使用增大螺距手柄时可车削的螺纹导程中192 被工件导程S1( 576mm) 整除得3, 即Z 主动/ Z 从动= 3; 144 被工件导程S1( 576mm) 整除得4, 即Z 主动/ Z 从动=4。为了避免繁琐的计算, 并且考虑易于分度的原则( 内螺纹有正、反各15 个头, Z 主动还应该被15 整除) 。我们在C630 车床可车削公制螺纹导程( 部分) 表( 见表3) 中选取可以被工件导程S1( 576mm)整除的导程, 作为改造后机床选用的基本导程。
令原导程:
S =a/c*c/d*12u =A/B*12u = 192(mm)
式中a/c*c/d=72/66*66/72--原传动路线中挂轮齿数
A/B= 1--原挂轮简化后的传动比
12u --原传动路线中传动比的固定系数( 使用1:16增大的导程手柄)
设: 超大导程S'1 =12A 1u/B 1= 576(mm) , 式中为加工超大导程所需的挂轮传动比, 则:
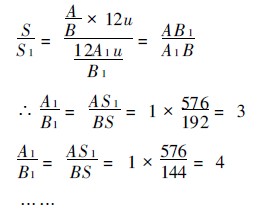
以A1/B1=3为例, 保持原传动路线不变, 将原挂轮a/b*c/d=72/66*66/72变换为a1/b1*c1/d1=120/66*66/40=3, 即可加工出非标准超大导程576mm。
4 挂轮的啮合与装配
由于计算出来的挂轮, 不一定都能正确地安装到挂轮架上, 也就是彼此间不一定都能啮合上。以单式轮系为例( 本项目车削公制螺纹) , 即使使用最大的中间齿轮, 由于主动轮轴与从动轮轴之间的距离限制主动轮和从动轮也存在啮合不上的情况。因此, 要使配换的挂轮能装上并很好的啮合, 除了要在计算时选择适当齿数的齿轮外, 还应对机床进行技术改造, 重新调试, 并严格按规程进行操作。
4. 1 挂轮安装之前, 先仔细用汽油煤油浸透棉纱,将挂轮仔细擦拭、清洗。将挂轮安装到位后用洁净抹布将挂轮重新擦拭, 加注黄油润滑。
4. 2 车床开动之前, 应认真检查其余机械、电器改造部分, 参照操纵图来了解各手柄和操纵机构之功用及开闭顺序。
4. 3 使机床以各种转速和走刀量空转运行一段时间, 并检查各挂轮件啮合是否正常, 切记不应突然吃刀。
4. 4 工作时不要忘记检查手柄位置的正确性, 必须置于准确位置。在机床主轴转动时不应进行手柄操作, 以防损坏机床齿轮。
4. 5 根据机床挂轮的啮合情况, 对挂轮进行调整。
5 结论
5. 1 加工超大导程内螺纹的方法很多, 但选用的方法要力求制作附件少、计算公式简单, 操作方法直观, 加工导程准确可靠。在普通车床上车削超大导程螺纹的挂轮配换时, 应先调整车床上原挂轮箱内的几个挂轮, 尽量不做挂轮或少做挂轮。此外, 采用单式轮系便于利用挂轮进行分度。
5. 2 挂轮的计算有因式分解法、计算尺选择法、对数计算法等方法, 选择什么样的计算方法固然重要,但如果能对目标导程进行合理的近似处理也将使挂轮的配换事半功倍。例如本文所述零件为我公司某产品的铸造模具, 铸造精度并非十分严格。原模具设计时导程为577mm, 如果按导程577mm 进行挂轮配换, 计算将十分繁琐。经过近似处理后将导程改为576mm, 使挂轮的配换化繁为简。
5. 3 计算挂轮进行螺纹加工时, 要使车床上的主动轮和从动轮的齿数及车床铭牌上的导程与工件的导程成比例, 避免了挂轮的繁琐计算, 使配换出的挂轮精度高。主动轮的齿数和从动轮的齿数扩大或缩小相同的倍数, 挂轮的传动比不变。但应该注意挂轮件的相互关系, 避免干涉。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
- target=_blank>负变位剃齿刀设计原理及法向啮合角的计算
- target=_blank>飞行器大型薄壁件制造的柔性工装技术
- target=_blank>大幅提高孔加工效率
- target=_blank>高速、重载主轴系统的复合式密封结构
- target=_blank>大型高硬球面磨削技术与装备在上海通过成果鉴定

