


CCMT 2018 内圆磨床展品评述
2018-11-8 来源:无锡机床股份有限公司 作者:邹 杰
第十届中国数控机床展览会(CCMT2018)于2018年4月9~13日在上海新国际博览中心成功举办。在工业4.0第四次工业革命大潮、中国制造2025制造强国战略和国民经济进入高质量发展新阶段的大背景下,本届展会以“聚焦—数字•互联•智造”为主题,这既是当前世界工业变革的主流与大势,又是我们面临的机遇和挑战。
本届展会共有来自中国、德国、美国、日本、中国台湾地区等23个国家和地区的1200余家机床工具行业制造商参展,其中境外展商500余家,比上届CCMT增长近5个百分点,展会国际参与度进一步提升。就内圆磨床展品,国内和国外以及中国台湾地区均有展品参展,以下将对本届展会主要内圆磨床进行评述。
1 国内内圆磨床展品介绍
参加本次展会的国内内圆磨床参展商主要有无锡昌亿机床制造有限公司、无锡明鑫机床有限公司和北京广宇大成数控机床有限公司。
1.1 无锡昌亿机床制造有限公司
无锡昌亿本次共展出了MK215数控内圆磨床、MK2110数控内圆磨床和MFK2115多功能数控磨床。MK215配备了滚轮夹具和上下料道,可在小规格光外圆的工件上实现自动上下料。MK2110数控内圆磨床(图1)整体结构采用常规布局,参展机床配置了一台机器人,可对齿轮类零件进行上下料。

图1 MK2110数控内圆磨床
MFK2115(图2)整体布局采用两横一竖三轴数控,其中X轴为进给系统,Z1、Z2均为往复系统。该机床能在一次装夹下,磨削工件的外圆、内孔、内锥孔及台阶孔内外端面。能在较好的保证加工零件的内外圆同轴度、内圆对端面跳动、外圆对端面的跳动同时,也能保证一定的加工效率,节约加工时间,减少设备的投入,节约成本。

图2 MFK2115
1.2 无锡明鑫机床有限公司
无锡明鑫机床有限公司主要展出了一台数控立式磨床MX-2820和一台数控深孔内圆磨床MK250A。
MX-2820(图3)为四轴控制高精度数控立式磨床,除磨削常规的内孔外圆之外,还可以磨削非圆曲面、矩形面等各种异形面。该机床由磨架横向进给(X轴)、上下往复(Z轴)、工作台前后往复(Y轴)以及回转工作台(C轴)构成,其中C轴采用力矩电机直驱(图4),并可选配光栅尺实现闭环控制。四轴联动的设计,使得该机床的通用性大大增强,若在工件C轴上再增加一套摆动轴机构,配以各种异形砂轮刀库,则可实现更不规则及复杂的曲面磨削。
该机床工作精度:
内孔圆度 0.002 mm
内孔圆柱度 0.004 mm
内孔粗糙度Ra 0.32μm

图3 MX-2820数控立式磨床
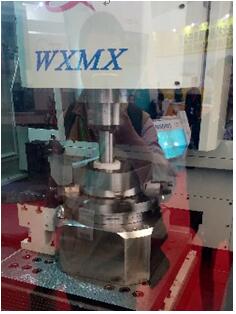
图4 MX-2820(轴)
MK250A(图5)为数控深孔内圆磨床,加工孔径φ250,最大装夹直径可达φ500,有效磨削深度1350mm,可满足大多数套筒类深孔零件的加工。
该机床的总体布局:左侧床头箱,右侧工作台及磨架。床头箱在桥板燕尾底板上通过齿轮齿条纵向移动,以适应不同深孔磨削需要;燕尾底板及床头箱能整体微调角度以便调整磨削锥度。
该机床工作精度:
内孔圆度 0.008 mm
内孔圆柱度 0.015 mm
内孔粗糙度Ra 0.4 μm

图5 MKM2835数控深孔内圆磨床
1.3 北京广宇大成数控机床有限公司
北京广宇大成数控机床有限公司主要展出了一台MGK2835数控立式内圆磨床(图6)。该机床整体布局采用X轴作横向进给,Z轴(内孔磨头)、Z1轴(外圆磨头)作纵向往复的型式。其中X轴进给的行程达到了750 mm,是纵向往复行程的3倍,既满足了工件内孔、外圆、端面等在一次装夹下的磨削要求,又有利于机床实现自动上下料。出展机床还配置了齿轮节圆夹具,并在内孔磨头的左侧布置了上下料抓料手,在机床的左侧布置了齿轮输送线,实现了齿轮类零件的自动上下料。另外,值得一提的是,该机床的工作台的三面闭式静压自驱式回转的专利技术和动静压液体滑动主轴的专利砂轮轴,其径向和轴向跳动均可达到0.001mm以内。

图6 MGM2835
2 . 中国台湾地区内圆磨床展品介绍
中国台湾地区的内圆磨床参展商主要有毅德机械、键和机械和荣光机械。本次台湾地区出展的机床清一色的都是双主轴磨床,下面就各公司产品简要介绍。
2.1 毅德机械有限公司
毅德机械此次展出的机床是EGM-350CNC内外径复合式磨床(图7)。其总体布局采用两横一竖的结构,X轴工件作径向进给,Z/Z1轴作轴向往复。从此次展出的机床来看,近身砂轮轴配置了直径150的砂轮,用于工件的外圆及外端面的磨削,远身砂轮轴则配置了直径约30左右的砂轮,用于工件内圆的磨削。

图7 EGM-350CNC内外径复合式磨床
EGM-350CNC内外径复合式磨床展出的最大亮点,除去其低矮特性的机械结构外,就是其友好的操作面板的设计(图8)。这种站在使用者的角度思考,辅以全图形引导式操作界面,操作人员不需要使用G码或者M码才能编写程序,令初学者快速进入磨床领域,也方便工厂内部对该设备的普及。另外,该机床在操作面板上集成了2个电流表,用以检测两个砂轮轴的电流,该电流值除了运用在防撞之外,还可以进行粗磨和精磨的进给参数的设定,增加磨削效率。

图8 EGM-350CNC 操作面板
2.2 键和机械有限公司
键和机械此次展出了2台内圆磨床,一台是JHI-150CNC数控内圆磨床和JHD1503双主轴内外圆磨床。
J HI-150CNC数控内圆磨床采用两轴联动,配置了桁架式上下料机构。另外,值得一提的是,该机床Z轴往复使用了对称的双三角导轨(图9),双三角形导轨作为移动部件的导向,完全防止了侧向偏移,导向精度高,同时,该导轨具有4个导轨面,拥有更好的减震性能。一般内圆磨床Z轴导轨除了直线导轨外,以V-平导轨居多,双三角导轨主要用于单柱坐标镗床床身与十字滑座导向,用于内圆磨床所见不多。
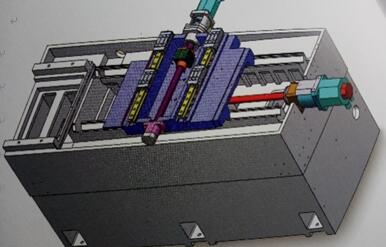
图9 双三角导轨
JHD1503双主轴内外圆磨床(图10)由X轴主轴滑台、Z轴外圆砂轮移动滑台和Z1轴内孔砂轮滑台。其中外圆砂轮规格为直径250,可在一定范围内实现内外圆同时磨削。该机床的外观设计令人耳目一新,出色的流线造型设计在众多参展机床中独树一帜。
该机床工作精度:
内孔圆度 0.002 mm
内孔圆柱度 0.003 mm
内孔粗糙度Ra 0.4 μm
外圆粗糙度Ra 0.4 μm
内外圆同轴度 0.003 mm

图10 JHD1503双主轴内外圆磨床
2.3 荣光机械有限公司
荣光机械此次展出了RTG-100CNC双主轴磨床(图11)。
该机床布局和键和机械的JHD1503双主轴内外圆磨床一样,同样是布局了一个内圆砂轮轴和一 个外圆砂轮轴。所不同的是,RTG-100CNC外圆砂轮轴采用了动静压的技术,外圆砂轮轴和内圆砂轮轴呈约25°角,以便外圆砂轮修出型面,磨削工件的外圆和端面。

图11 RTG-100CNC双主轴磨床
同时,该机床和EGM-350CNC内外径复合式磨床一样,在数控面板箱上面布置了2个电流表,用于监测俩砂轮主轴的电流,以便磨削参数的调整设定。
3 . 国外内圆磨床展品介绍
此次展会境外的内圆磨床参展商主要有联合磨削集团的STUDER、瑞士肖布林机床公司和EMAG集团。从参展的机床来看,也都是复合式磨床,配置相对比较丰富,布局比较新颖,下面就各公司产品简要介绍。
3.1 联合磨削集团
此次联合磨削集团旗下的品牌STUDER斯图特展出的是S121万能内圆磨床(图12)。
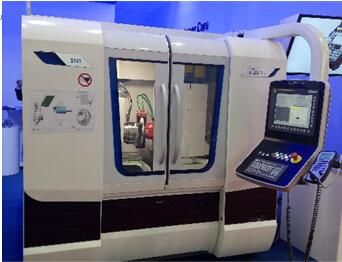
图12 S121万能内圆磨床
下面就该机床的主要结构特点及性能作简单介绍:
S121采用工件主轴横向进给(X轴),砂轮轴作纵向往复(Z轴)的布局型式,在往复轴上设有转塔,转塔上内圆砂轮轴和外圆砂轮轴呈180°布置,转塔通过液压驱动的方式旋转定位,可实现一次装夹下内孔外圆及端面的磨削。工件主轴采用伺服电机驱动,可用于非圆成型磨削和螺纹磨削。机床X轴和Z轴均由直线电机驱动,并配以光栅尺。另外,值得一提的是此次S121还配置了一根接触式探头(图13),布置在内磨头的近身侧,用于工件的对刀及磨前磨后工件表面的检测,大大提高了工件的加工成品率。
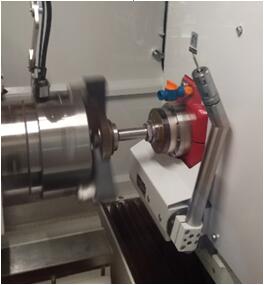
图13 接触式探头
S121机床虽然布局及结构较为传统,但其所使用的独有的技术及较高的精度让人眼前一亮。首先是床身,S121采用了人造花岗岩床身,该床身具有出色的缓冲减震能力,确保经磨削零件获得无与伦比的表面质量,该床身还具有优异的热稳定性,使得短暂的温度波动在很大程度上能够得到补偿,从而在全天的作业中都具有高度的尺寸稳定性。其次是导轨,机床用于纵向和横向的滑板的V-平导轨系统直接压铸在床身上,并覆以一种耐磨材料,同时导轨上专利设计的凸点机构(图14)很大程度上消除了传统导轨运动产生的爬行和漂浮现象,在整个速度范围内,导轨都能提供很高的精度并能永久保持,而且具有很高的承载力和强大的吸震功能。S121导轨系统集成了静压导轨和专利凸点表面设计结构导轨的双重优势,相比较纯静压导轨,S121的一个巨大的优点就是在运动方向具有阻尼元件,两轴导轨的最大移动速度为20 m/min/分钟,配以车头超声波水流消空程装置,可大大缩短机床加工的辅助时间。最后,就S121优异的精度作简单描述:
车头的回转精度 0.0004 mm(可选0.0002 mm)
导轨 650 mm
测量长度上直线度 0.0025 mm
转塔重复精度 1″
两轴重复定位精度 0.001 mm

图14 导轨上专利设计的凸点机构示意
3.2 瑞士肖布林机床公司
瑞士肖布林机床作为一家有着百年历史的老牌机床生产企业,车床一直是其优势所在。此次展出的一台202TG车铣磨一体机床(图15),能实现一次装夹下的车削、铣削和磨削加工,精度好,效率高,成本低,尤其适合硬材料的加工。

图15 202TG车铣磨一体机床
202TG机床的结构如下图(图16)所示,床头箱固定,只作回转运动,近身端配置了两轴联动的伺服机构,用于工件内外圆的磨削,远身端同样配置了两轴联动的伺服机构,配合一套圆刀塔刀具系统,用于工件的车削和铣削。该机床配置了气动卡盘,其主轴的跳动可达到0.0003 mm。该机床的最大车削直径80 mm,最大的车削长度150 mm。
该机床可有4个版本可供选择:车铣中心1(圆刀塔刀具系统+直线刀具系统)、车铣中心2(磨削系统+直线刀具系统)、车磨中心(圆刀塔刀具系统+磨削砂轮系统)、磨削中心(磨削砂轮系统+磨削砂轮系统)。通过在伺服轴上布置不同的刀具系统,实现不同的功能。
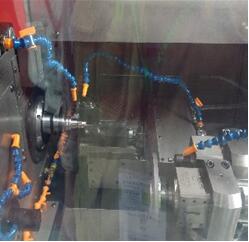
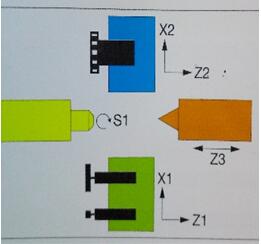
图16 202TG机床的结构
3.3 EMAG集团
EMAG集团此次参展的机床是VLC200GT车磨中心(图17)。从结构上来看,相当于该公司2017年北京国际机床展展出的的放大版。

图17 VLC100GT车磨中心
和肖布林的202TG 车铣磨一体机床不同,VLC200GT车磨中心采用立式布局,床头箱倒置(图18),该创新性的结构在国际上来看基本没有同类结构的机床。该机床工件轴C1放置在Z1轴上,整个 Z1轴又跟随X1轴作水平方向的进给。机床的下部固定有三大部分:配备了大砂轮的外圆磨架(SP4)、内圆磨架(SP4)和带12个硬车刀位的刀塔(A1)。同时在整个机床的左侧设有用于工件上下料的自动穿梭装置。其中X1轴的行程达到了1700 mm,如此大的行程使得一次装夹下完成内外圆及各端面的车削和磨削成为可能。
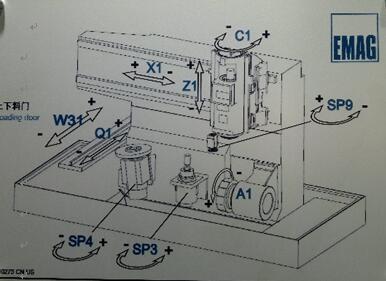
图18 VLC200GT车磨中心立式布局
该机床主要有以下优点:倒立式加工,车屑及磨削灰向下,比较理想。车磨一体,预车和磨削组合减少了加工时间,工件表面也没有了车削纹路;在一次装夹中工件预车后只留给后续磨削很小的加工余量,提高了生产效率,同时,因为磨削的加工余量少了,砂轮的损耗也小了,相应的修整频次降低,即降低了刀具成本。
下面就该机床的主要技术参数简单介绍:
卡盘直径 210 mm
回转直径 270 mm
最大工件直径 160 mm
最大工件长度 100 mm
行程X/Z轴 1700/250 mm
上料时间(取决于夹具) 6~10 s
4 . 结语
内圆磨床的发展,伴随着机遇与挑战。国内机床,包括中国台湾地区,和参展的国外机床仍存在较大差距。国内机床的发展,仍以传统的结构布局为主,从功能上看,还是多以单一的磨削为主。国外机床的新结构、高精的专利技术值得我们国内内磨厂家学习。磨削精度是磨床的灵魂,如何提高机床本身的精度,任重而道远,这需要我们一起努力,研究新的材料,研究新的加工工艺提高核心零件的加工精度,研究新的装配工艺方法,提高机床核心部件的运行精度,而在这一方面,国外机床已经走在了我们的前面。
此次展会参展的内圆磨床数量虽然不多,但是从这些参展的机床可以看出,以高效高精度降成本为中心,磨床多表面复合磨削,自动上下料及车铣磨一体化是内圆磨床发展的大势。而在这一方面,国外主要机床厂家也已经领先我们,国内的内磨制造厂家还需努力,迎头赶上!
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

