


冲折机器人钣金加工自动化柔性生产线
2016-9-18 来源:江苏扬力数控机床有限公司 作者:卞正其,张超,朱志金
摘要:对冲折机器人钣金加工自动化柔性生产线进行了整体介绍,系统分析了构成整条生产线的各个组成部分。本生产线采用国际先进机器人加工工艺,包括点位控制、点线控制以及折弯跟随等多种技术,与冲床和折弯机采用总线数据通讯,通过编程为客户实现完整的加工流程。
关键词:钣金加工;自动化生产线;机器人;折弯机;数控转塔冲床


2、生产线现场分布及工作流程
2.1生产线工作分布图(图1)

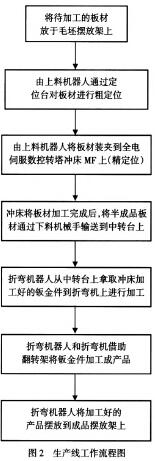
2.2生产线工作流程图(图2)
3、生产线具体组成
3.1毛坯摆放架与磁力分层装置(图3)
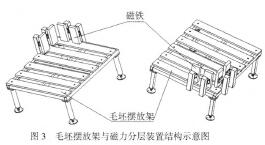
该毛坯摆放架是由标准型材焊接成框架结构后在上面安装木板而成,结构平稳、牢固,在使用过程中注意调整地脚使摆放架上表面保持水平。摆放架地脚不平,或者上表面倾斜会影响真空吸盘吸取零件的稳定性。
金属板材零件摞放在一起时,零件间经常发生粘连,导致真空吸盘在进行零件吸取时经常错误地一次吸取多个零件,直接导致产品报废,甚至引发安全事故。而分层装置即专门针对此问题而设计。图3中安装于毛坯摆放架一角且成直角布置的两对磁铁能够对板材零件进行磁化,使板材零件间产生相互排斥的磁场力,以清除板材零件间的粘连,达到分层的目的。
3.2上料定位架板厚测量装置
上料定位架主要用于机械手给冲床上料前的定位,其结构如图4所示。上料定位架由一个由标准方钢焊接而成的框架和焊接于其上且与水平面呈一倾斜角度的斜面组成,斜面下方两个直角边焊接一对相互垂直且与斜面相垂直的两个定位挡边A和8,此处的定位挡边A、日及斜面构成一个绝对空间坐标系。机械手将零件放置在斜面上,零件在自身重力作用下沿斜面向下滑动,直至零件的一对直角边分别与定位挡边A和日相接触并靠紧,完成零件定位。

板厚测量装置主要由气缸、连接块、螺钉、感应支架和感应开关等组成,其中连接块呈悬臂结构,一端安装有螺钉,另一端安装在气缸活塞上,同时气缸活塞上还安装有感应支架。当气缸动作时,活塞连同连接块、螺钉、感应支架作为一个整体沿零件板面的垂直方向运动。首先气缸处于“伸出”位置,当零件完成定位后,气缸“收缩”,此时螺钉恰好顶在零件表面上,而此时感应支架恰好进入感应开关的感应距离之内,产生一个开关信号,反馈给数控系统,系统判断板厚正常。当板厚出现异常时(如零件发生粘连,机器人错误地一次抓取多个零件放在定位架上),由于气缸的“收缩”距离变短,感应开关没能进入感应开关的感应距离之内,则无开关信号产生,系统判断板厚异常并发出故障报警。
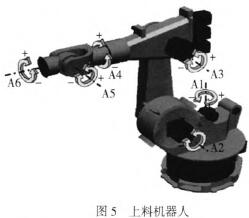
3.3上料机器人
如图5所示上料机器人将待加工的金属板材从毛坯摆放架上吸起(在机器人A6轴头处装有吸盘取料工装),再经过上料定位架板将板材精确定位后输送到全电伺服数控转塔冲床MF的夹具上,完成冲床的装夹板材步骤。
3.3.1上料机器人工具坐标系
工具坐标系把机器人腕部法兰盘所持工具的有效方向作为Z轴,并把坐标定义在工具的尖端点(图6)。

图6机器人工具坐标系图
3.3.2轴动作
设定为工具坐标系时,机器人控制点沿设定在工具尖端点的X、y、Z轴做平行移动,按住轴操作键时,各轴动作可参考表2所示动作表。
表2各轴的动作表
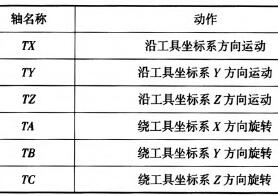
工具坐标的移动,以工具的有效方向为基准,与机器人的位置、姿势无关,所以进行相对于工件不改变工具姿势的平行移动操作时最为适宜。
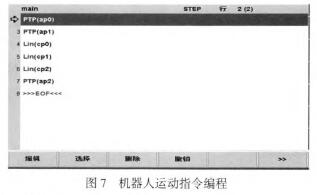
3.3.3机器人示教与编程
为了使机器人能够进行动作再现,就必须把机器人运动指令编成程序。程序是把机器人的作业内容用机器人语言加以描述,在程序界面中进行指令编辑,控制机器人的运动(图7)。
3.4全电伺服数控转塔冲床MF
全电伺服数控转塔冲床MF生产线为X、y、r、C、形及z六轴控制,均由交流伺服电机驱动,脉冲编码器作速度和位置检测,实现各轴的闭环控制。其中,C、形、z为绝对编码器;X、l,、r、C四轴配合,对待加工的金属板材进行冲孔;形、Z轴为PMC轴控制,可在冲孔的同时实现同步下料。
3.4.1下料机械手
下料机械手如图8所示,主要由支架、横梁、W轴运动机构、z轴运动机构、吸盘架等部分组成。其讯。中吸盘架固定安装在Z轴运动机构上,Z轴运动部件固定安装在形轴运动机构上,吸盘架上设置有若干真空吸盘用于吸取零件。将形轴运动机构沿横梁的运动定义为形轴,Z轴运动机构沿竖直方向的运动定义为Z轴。下料机械手通过形、Z两轴和吸盘架的组合动作将加工好的金属板材输送到中转台架上。
3.5中转台与成品摆放架
一般情况下,数控冲床与折弯机的生产节拍不完全匹配,两台折弯机不能将数控冲床加工的半成品零件全部消化掉而产生零件堆积。中转台的作用主要用于堆放冲裁加工后的半成品零件,起到缓冲的作用,目的是使两台折弯机始终处于折弯作业状态,提升生产线的加工效率。中转台与成品摆放架大致相同,区别在于中转台和成品摆放架上无磁力分层装置。
3.6折弯机器人
两台折弯机器人将中转台上的待折弯的工件通过吸盘工装吸取起来,再配合两台折弯机的折弯工序分别进行加工。
3.7数控折弯机
数控折弯机可以在程序里将要折弯的工序编好,再由机器人配合送料,加工出合格的产品。
3.7.1 翻转架
一些零件折弯过程中需要翻面,翻转架正是为此而设计。翻转架的结构及工作原理如图9所示。安装在机械手末端的吸盘架吸取零件并沿零件板面水平方向运动(图9a);直至零件中心与翻转架中心重合,翻转架上的真空吸盘吸取零件(图9b);吸盘架上的吸盘松开后向远离零件方向运动(图9c);吸盘架运动到翻转架的另一侧,1800翻转后并向靠紧零件方向运动,吸盘架上的真空吸盘靠紧零件表面后吸取零件,随后翻转架上的真空吸盘松开(图9d)。至此,整个翻转过程完成。

4、总结
冲折机器人钣金加工自动化柔性生产线是未来金属钣金加工业生产的发展方向。无论从客户的生产成本角度,还是从实现工业4.0的角度,机床制造公司在生产线研发领域能否具有技术先进性,将对提高公司产品的市场占有率起到关键作用。
参考文献:
【1】冯科.中小型冲压生产线自动化改造的整体设计叨.锻压装备与制造技术,2013,48(6).
【2】倪建成.冲压自动化生产线技术特点浅析叨.锻压装备与制造技术,2014,49(2).
【3】桂方亮.机器人冲压生产线重力对中台的柔性化改造方案探讨[J].锻压装备与制造技术,2015,50(4).
【4】胡玉龙.基于本体的飞机数字化柔性装配工艺模型[J].锻压装备与制造技术,2015,50(5).
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

