


在机床制造过程中,各进给轴(滚珠丝杠副)的反向间隙是影响机床加工精度的重要因素。而反向间隙的测量和调整,一般是在整机装配完成后,利用千分表、数控系统电子手轮或激光干涉仪进行测量。如在《设备管理与维修》2011年第六期中王天旭所著的“滚珠丝杠副反向间隙调整方法”文章中详细介绍了反向间隙测量及调整的方法。在实际操作过程中,由于机床装配已完成,如反向间隙不符合要求,需要对不符合要求的进给轴传动系统总成进行检查调整,对影响间隙不符合要求轴的丝杠轴承,压盖,隔垫,螺母等进行排查,非常不方便。为了在部装过程中不需要数控系统或激光干涉仪就能及时发现和解决问题,我们设计制造了这套滚珠丝杠副反向间隙测量装置,可作为质检人员部装检验和装配人员自检使用。
该装置采用蜗轮蜗杆传动机构,减速比大,测量精度高,使用方便。如图一所示:它主要由1箱体,2盖板,3蜗杆,4 手柄轴,5轴承,6压盖,7刻度手柄,8轴承,9压盖,10压盖,11轴承,12定蜗轮,13动蜗轮,14压缩弹簧,15钢球,16轴承,17压盖,18连接轴,19调整螺钉, 20联轴器等组成。
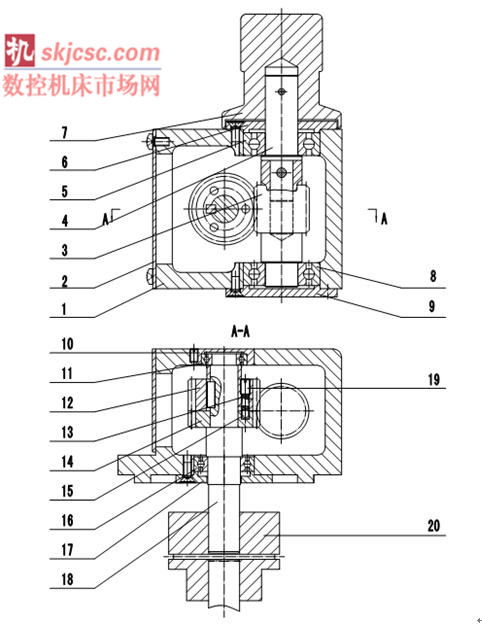
图一
为解决蜗轮蜗杆传动齿侧间隙对测量精度的影响,我们使用了一种新型齿轮消隙机构,由一对蜗轮12、13装在连接轴18上,其中定蜗轮12通过连接键与连接轴19固定连接,动蜗轮13内孔与连接轴19小间隙滑动连接。定蜗轮12与动蜗轮13端面之间通过调整螺钉19、压缩弹簧14、钢球15组成的弹簧钢球消隙机构,使定蜗轮12和动蜗轮13之间产生反方向的周向扭矩,在两蜗轮的接触中心位置与蜗杆3相啮合,消除了反向啮合间隙,当蜗轮蜗杆旋转或产生微量磨埙时,依靠消隙机构中弹簧的作用力,使蜗轮蜗杆无间隙传动,测量精度可达0.002。传动轴19由轴承11、轴承16两端支撑与箱体1组装一起,两端通过压盖10、压盖17限定连接轴轴向位置。蜗杆3一端通过轴承8、压盖9与箱体1组装一起,另一端通过销轴与手柄轴4固定连接,手柄轴4通过轴承5、压盖6与箱体1组装一起,同时手柄轴通过销轴与刻度手柄7固定连接。当旋转刻度手柄7时,带动手柄轴4、蜗杆3旋转,蜗杆3传动动力给定蜗轮12,带动连接轴18旋转,连接轴18通过联轴器20与被测进给轴(滚珠丝杠副)固定连接。
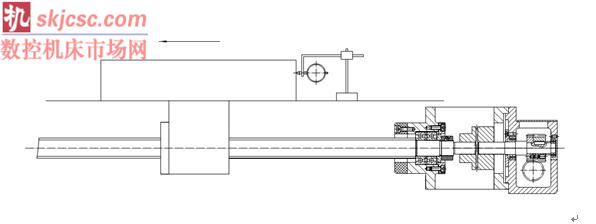
图二
在实际使用过程中,该装置按图二所示,箱体1的法兰盘与电机支架连接,并通过螺钉紧固。将千分表的触头放在被测轴的运动副上,旋转刻度手柄7使手柄上的刻度和千分表的指针调整到零位,然后旋转刻度手柄7到一定的刻度后,反向旋转刻度手柄7到零位。此时,千分表指针与零位之差,即为该进给轴(滚动丝杠副)的反向间隙误差。可对进给的不同位置进行测量,取其平均值作为该轴的反向间隙【一般要求0,02以内】,符合要求后进行总装工序。
通过本装置在部装过程中即可对滚珠丝杠副反向间隙进行测量、调整,在机床总装后进行试车、复检,一般无需再进行调整,只做系统误差补偿即可,很大程度上提高了生产效率和部装质量,效果较好。(文自:山东威达重工股份有限公司)
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

