


摘 要: 加快我国数控高技能人才培养,引导广大企业职工和各类职业院校师生努力学习知识、刻苦钻研技术,走技能成才之路,几乎各省市都会举办各种数控技能大赛,用宏编程来实现椭圆弧、抛物线、异型螺纹的加工编程在每次数控竞赛中必须用到,然而以异型螺纹数控车削宏编程尤为最难。以一圆弧面上加工圆弧螺纹编程为例,指出了纹加工形成原理与三个常用的螺纹加工指令的区别,介绍了异型螺纹数控车削宏编程的方法。
关键词: 异型螺纹; 数控车削; 宏编程; G32 指令
0 引言
螺纹是我们常见的零件,在教学中或生产中经常遇见,螺纹按牙型分类三角形螺纹、锯齿形螺纹、梯形螺纹等。在各种数控系统的数控车床上,都有专门的针对螺纹车削指令,常见的都是 G32、G92、G76 等,可以顺利地加工出单头或多头的、公制( 英制) 三角形螺纹。但在某些特殊场合,需要加工一些异型螺纹,应用传统的螺纹车削指令不能顺利完成。对于水平一般的手工编程者来说简直是不可能的事情,感觉无从下手,导致无法顺利完成异形螺纹的加工编程。实际上只要我们合理结合宏程序并灵活运用相应的螺纹数控切削基本指令,完全可以实现对该类零件的编程与加工,异型螺纹问题便可以迎刃而解。
1 、 螺纹的形成与加工原理
在机械加工中,螺纹是在一根圆柱形的轴上或内孔表面用刀具或砂轮切成的,此时工件每转一转,刀具沿着工件轴向移动一定的距离,刀具在工件上切出的痕迹就是螺纹。在外圆表面形成的螺纹称外螺纹,在内孔表面形成的螺纹称内螺纹,螺纹的基础是圆轴表面的螺旋线。
2 、 G32、G92、G76 螺纹加工指令的格式与区别
2. 1 单行程螺纹切削指令 G32
指令格式: G32 X( U) ____ Z( W) ____ F____指令中的 X( U) 、Z( W) 为螺纹终点坐标,F 为螺纹导程。
2. 2 螺纹切削循环指令 G92
螺纹切削循坏 G92 为简单螺纹循环,该指令可以切削锥螺纹和圆柱螺纹,其循环路线与前述的单一形状固定循环基本相同,只是 F 后续进给量改为螺距值。其指令格式为:
G92 X( U) ____Z( W) ____R____F____;
2. 3 螺纹切削多次循环指令 G76
G76 螺纹切削多次循环指令较 G32、G92 指令简洁,在程序中只需指定一次有关参数,则螺纹加工过程自动进行。G76 螺纹切削指令的格式需要同时用两条指令来定义,其格式为:
G76 P( m) ( r) ( a) Q____ R____;G76 X( U) Z( W) R( i) P( k) Q( Δd ) F( L) ;螺纹加工方法有直进法和斜进法,应用 G32、G92 指令编程,螺纹刀具是直进法加工螺纹,加工刀具的阻力比较大,这两个指令一般适合螺距比较小的螺纹编程,应用 G32 指令编程时,螺纹刀具每走刀一次,都必须应用一次 G32 指令,螺纹程序比 G92 指令更加繁琐。而应用 G76 指令编程,螺纹刀具是斜进法加工螺纹,加工时刀具所受的阻力小,该指令更适合螺距比较大的螺纹编程。
3 、图样与编程分析
通过对图 1 所示异形螺纹分析可知,该螺纹牙型为 R2. 1的直径圆形螺纹,且螺纹是依附在 R43. 5 的圆弧面上均匀分布,牙深为 1mm,这也是该螺纹的特殊性,根据螺纹的形成原理,这里我们可以选择普通的螺纹车刀作为加工刀具,也可以选择 R2. 1 圆弧车刀作为加工刀具,前者的加工程序更为复杂,一般人员很难理解,后者加工程序相对简单,学者容易理解掌握,这里仅介绍以 R2. 1 圆弧刀具进行编程。但是,以 R2. 1 圆弧车刀即成型刀加工过程中的阻力比较大,容易发生蹦刀现象,所以每次切削过程中的切削深度不易过大,为解决每次切削深度问题,借助于宏程序变量来编程,即可实现该类异型螺纹的数控车削编程。编程过程中只要控制好主轴转速与刀具进给速度之间的关系,并使刀具的移动轨迹按给出的圆弧曲线运动,即可实现螺纹附着在圆弧面上,从而车削出该类形状的异型螺纹。
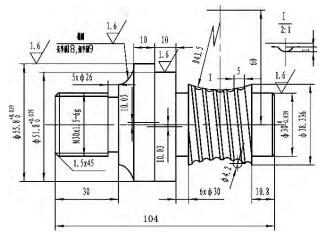
图 1 异型螺纹零件图
4 、圆弧面玄长与螺纹引入、引出坐标的计算
![]()
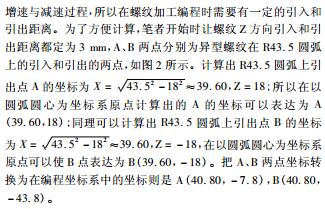
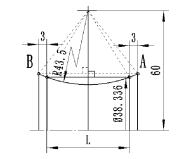
图 2 玄长与 A、B 点坐标计算辅助图
5 、加工参考程序
根据螺纹加工形成的原理,主轴每转一转,刀具就移动一个螺距,便可以形成螺纹。想要用 R2. 1 的成型刀加工出如图1 所示的异型螺纹,问题的关键是要实现刀具每次的切入角是在同一个角度位置切入。为此,这里主要是选择 G32 指令来确定成型刀具的每次实际切入位置,程序中的 G32 指令并不是为了实现螺纹编程用,而是使刀具每次的切入角度一致。由于图1 中的其他部位编程并不难,所以其程序省略不写,O0056 号程序只是列出了加工异型螺纹的程序段,程序的格式为我们常用的 FANUC - 0i 系统格式,程序如下所示。
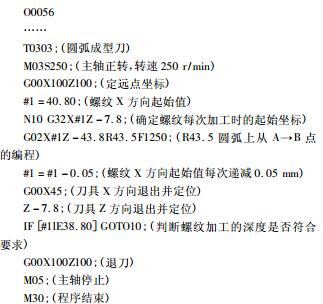
O0056 程序是用成型刀对如图 1 所示异型螺纹的编程方法,如果不是使用成型刀,其实也可以应用 G32 指令并结合宏程序变量进行编程,但是这种方法相对比较复杂,本文不作介绍。
6、 结语
随着每年数控竞赛的的竞争激烈性,肯定会出现各种各样的异性螺纹。例如,普通三角螺纹、圆弧型螺纹、椭圆弧螺纹等依附在椭圆面上或圆弧面上,但是不管是什么形状的异型螺纹,总离不开这三种螺纹编程指令,只要充分掌握这三种螺纹指令格式,理解他们之间的区别,并结合宏程序变量编程,便可实现对异型螺纹的数控车削编程。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

