



特种加工与机械制造工艺技术的变革
2017-2-17 来源:丽水学院 工程与设计学院 作者:高乾坤 吴龙飞
摘要:特种加工在机械制造工艺技术占有非常重要的地位。特种加工方法通过电、磁、化学、声、光等能量或组合体现在工件中被加工的位置,以此体现出材料变形、消除、性能变化、镀覆等加工的方式。
关键词:特种加工 机械制造 工艺 技术
特种加工加大了可加工材料的范畴,转变了产品的加工方式及设计理念。加工存在较大难度的新型材料,供需方面过于繁琐的细微构件等,均能够通过特种加工的形式加工。特种加工方式处理了众多工艺中的问题,对机械制造工艺技术具有较大的影响。
1.特种加工技术的构成以及研究进程
1.1 特种加工技术的构成
近三四十年来,特种加工技术发展较快,内涵尤为丰富,如图1 所示。
1.2 人工智能技术发展为特种加工工艺规律建模打下根基
特种加工的微观物理过程尤为繁琐,加工机理理论研究十分艰难,大多较难通过简易的解析式给予表述。近年来,虽然学者通过各类理论对各种特种加工技术深入分析,并获得了良好的理论成绩,可离定量的实际运用尚有一定距离。当前,特种加工的工艺参数仅可通过经验获得,并不能完成最优化及自动化。随着模糊数学、神经元网络乃至专家系统等不同人工智能技术的进步,人们逐渐试着通过这些技术打造加工效果与加工因素相互间的定量化效率、精度、经济性等实验模型,并获取了初步成果。所以,透过实验建模,把典型加工实例及加工经验当做知识进行保存,促使创建描绘特种加工工艺规律的可扩展性开放系统的环境愈发醇熟,并为不断进行特种加工工艺过程的计算机模拟、应用人工智能选用零件的工艺流程乃至虚拟加工打下了根基。
1.3 智能控制会变成特种加工范畴重要的控制方式
大部分方式运用以柔克刚的非接触式加工方式,加工存在化学过程,加工的微观过程十分繁琐。到目前为止,依旧无法通过一个准确的数学模型进行概括,且由于加工过程的进行,加工环境有时还会产生庞大的变化,令加工特性由于时间的变化而产生变化。所以,对控制舆论内典型模型不确定非线形时变系统而言,较难通过经典及现代的控制理论方式获取满意的结论。长期以来,人们通过不同自适应控制方式进行运作,可是面对加工环境大面积改变的状况,依旧无法达到满意的性能。
这些年来,人们将大多数精力移至模糊控制、神经控制等一些智能控制的分析中,且在电火花成型加工以及电火花线切割加工中获取改变,并成功用在国外高档机床中。它能够自动选择最佳参数,自动监测加工,实现自动化、
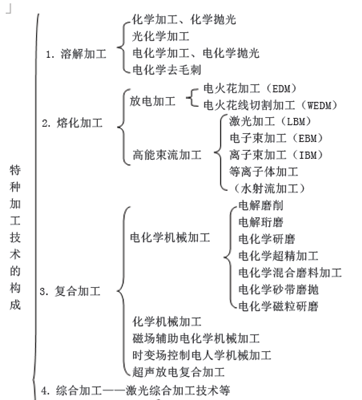
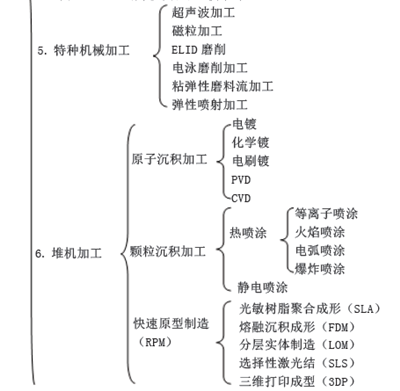
图1 特种加工技术的构成
最优化控制。此外,还可以对模糊控制器引进自适应控制功能或与人工神经网络技术相融合,令其具备自学习能力,以此提升加工效率,稳定加工过程,降低对操控者技术依赖等方面的问题。
1.4 全新特种加工技术会对制造业生产模式引发深远影响
1.4.1 迅速成型技术
通过材料堆积成型的方法,转变传统去材法以及变形法机械加工的众多阻碍,在无需工具及模具的前提下,快速打造出任何反锁形状,且又具备相应功能的三维实体模型或零件。
1.4.2 等离子体熔射成型工艺技术
等离子体熔射成型工艺技术是将等离子体射流作为热源,在各类特殊工艺环境中令材料集结成型的零件制造方式。因为等离子体射流温度较高,会溶解所有材料;喷射速度迅猛,会赋予熔粒以高的动能;工艺参数协调便利,可以获取较高的沉积速度。此外,可以通过惰性保护气体,确保制件中没有杂质,特别适合应用于复合材料、陶瓷、高硬度高熔点合金等形状繁琐、薄壁件的快速制作中,运用前景较广。目前,对这个技术的分析尚处在初级阶段。
1.4.3 在线电解修整砂轮镜面磨削技术
通过弱电解中阳极溶解现象,可对铸铁等金属融合剂金刚石砂轮采取在线电解修整。通过修整的砂轮,不但表面平整,还形成了一定厚度的氧化膜层。砂轮处于高速旋转时,此膜层摩擦或刮削被加工面,完成硬脆材料光滑表面的打磨及抛光,而电解修锐参数成为对加工品质具有影响的主要因素。目前,此技术在硬脆材料及金属零件完成高效的精密及镜面一体化技工中,具备较大的市场。
1.4.4 时变场控制、电化学机械复合加工技术
通过电化学机械加工,电化学溶解电场较易完成实时计算机控制的特征,完成加工过程内金属零件表面各个方面有选择去除,以便实现高几何精度、低表面粗糙度的复合加工形式。其最大的特点是能够完成金属零件的尺寸、形状精密加工以及光整加工一体化,明显提升生产率。
1.4.5 三维型腔简易电极数控电火花仿铣
作为长期备受电加工行业关注的技术,人们曾对三维型腔简易电极数控电火花仿铣进行了大量的研究工作。可是,由于电极损耗和补偿的繁琐性,尤其对尖角方面损耗严重等问题,该技术长期以来一直未获得良好的进步。直至东京大学生产技术研究所对微小型腔加工技术以及等损耗理论获取佳绩,才令这一技术的实际运用变为可能,并获取初步的实验论证。
1.4.6 电火花混粉大面积镜面加工技术
电火花混粉大面积镜面加工技术通过在电火花工作液内添加相应导电粉末,用于加大放电间隙,令放电点分散的方式得以完成。该技术可以加工出粗糙度低于Rmax0.8μm的表层。
通过大量实验,我国已经获得了混粉电火花镜面加工的根本工艺规律。在大范围加工状况下,运用此技术表面粗糙度能够实现Ra0.107μm 的水准。因此,不论理论方面还是工程应用方面,该技术均获得了实质性的转变,且所获取的成果在国际中处在先进水平,在国内处于领先水平。
1.4.7 磁粒研磨技术
磁粒研磨技术运用磁场超距作用在高磁导率的散粒体磨料来完成繁琐曲面研磨抛光,其优势为无需严谨掌控磨头和被抛光表面相互间的相对位置,较易完成抛光自动化,且抛光工具构造简易,设施成本较低,适合于薄壁、内凹、细小的零件抛光。当前,在对磁粒研磨加工机理分析中,仔细分析磁场强度、磨料粒度、形状等影响方面,且透过有限元法对旋转磁场采取模拟计算,可以掌握旋转磁场的动态过程。
2.特种加工的类别、运用方式及应用范畴
2.1 电火花穿孔加工
这一方式能够加工所有导电材质。通过火花放电腐蚀金属的道理,运用工具电极复制以及加工工件的一个工艺方法,能够对型腔模及型腔零件进行加工。此外,还可加工冲模、挤压模、粉末冶金模乃至型孔零件、小深孔零件。
2.2 激光加工
激光加工是经过透镜聚焦能量密度中较高的激光焦点,令工件素材被融化或蒸发的一个加工形式。对激光参数给予有效运用,能够执行焊接、激光表面处理、打孔、激光切割等,且还可以应用于封装电子元器件方面。激光加工规格精度可以限制在0.01mm 至0.001mm 的范围中,无需通过工具便能够用于各类材质方面。激光表面处理是将功率较高的激光技术与粉末冶金技术相互融合,对工件的表面进行处理及加工,如此转变工件的组织结构、特点乃至成分,以提升物理性质,并成为制作纳米材质的主要形式[1]。
2.3 超声波加工方式
此加工方式是利用加工工具的超声频振动,通过磨料悬浮液加工硬脆材质的一个形式。超声波加工的尺度精度范围处于0.05 至0.01 区间,能够运用在各类硬脆材质当中,能够加工所有孔型及型腔,还能够进行开槽、切割、套料、雕刻。虽然超声波加工的生产效率不高,可是由于其加工精度及表面粗糙度较好,所以时常用于抛磨和光整加工工件。
2.4 电子束加工方式
此加工方式是通过高速电子冲击动能加工金属,依照真空原理,采取电流加热阴极的形式发射电子束,之后通过静电加速电子束。由于受到电磁透镜聚焦的作用,可以令电子束快速轰击工件表层的微小面积。如此,电子束的能量大多都转变成热能,能量的密度也较高,被轰击表层将会即刻熔化或气化,将一些材料去除,以此顺利完成加工。电子束加工可以用于所有材料中。而对电子束的能量密度以及能量注入时间进行掌控,则能够执行打孔和切割的加工。
2.5 电化学加工方式
这一方式能够分为两种类别,即工件去除金属的阳极电解蚀除加工和向工件中沉积金属的阴极电镀沉积。此加工方式能够对汽车的所有型腔锻模进行加工,乃至航空、航天发动机等弯曲的叶片等相对繁琐的模具及零件。此外,电镀与电铸能够对相对细致繁琐的表层进行克隆,刷镀则还能够修复已经磨损的零件,而转变物件表层的物理性质。
2.6 电火花线切割加工方式
此加工方式利用细金属丝做电极,对工件采取脉冲火花放电腐蚀,实现切割成型的一个加工形式。它能够对所有导电材质以及形状不同的冲模、电极乃至切割零件进行加工。
3种加工引发的机械制造工艺技术变革
在机械加工中,制造工艺技术的主要内容如图2 所示。
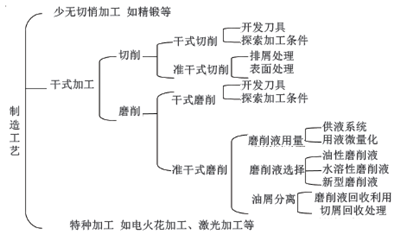
图2 制造工艺技术的主要内容
通过制造工艺技术的主要内容,进行的技术变革有以下几点。
3.1 特种加工引发产品设计思路变革
特种加工处理了各类特殊繁琐表层的加工,乃至各类超精、光整或具备特殊需求的零件加工问题,令所有材料的加工变成可能。而迅速成型技术则令产品的迅速试制变成可能。因此,特种加工令产品设计内选择的零件材质、制造工艺方式拥有更加宽泛的选择余地,还可以迅速将设计理念变成具备相应功能的原型,以此令产品的设计思路处在创意及制造相结合的局面。
3.2 特种加工加大了可加工材质的范畴
特种加工方式令机制工艺中可加工的材料范畴由普通材料发展为超硬材料及特殊材料,使所有材料的加工变成可能。材质的可加工型不再和韧度、硬度、脆度、强度等构成正比或反比。过去较难加工的硬质合金、石英、金刚石、淬火钢等材质,都能够通过电火花、电解、超声波、激光等特种加工形式进行加工。对电火花、线切割来讲,淬火钢远比未淬火钢容易加工[2]。
3.3 特种加工技术已经变成微细加工、纳米加工的主要方式
当前,制造技术逐步朝细微、微米、纳米乃至亚微米的级别发展,成为制造业融入高技术的切割点。而激光、电火花、电子束、离子束等特种加工技术,则属于当前高速发展中的微细以及纳米加工的重要方式。
3.4 特种加工转变了传统结构工艺性的好与坏
传统加工方式将方孔、小孔、弯孔、深孔、窄缝等归类为结构工艺性较差,有的状况中则被归类为工艺性较坏,甚至还会被设定为结构设计禁区。特种加工则令这个坏变为了可能,并将其变身为好。例如,对电火花穿孔、电火花线切割工艺而言,加工方孔与加工圆孔在困难程度方面相同。
3.5 特种加工将转变新产品试制的传统模式
新产品的传统模式通常为模具、道具、量具,乃至工装夹具设计制造等方面。当前,运用数控电火花线切割,能够直接制作花键孔、钣金异型孔、非标直齿轮,且可加工繁琐的二次曲面零件。所以,特种加工方式的运用不但能够加快产品的试制速度,还能够节省庞大的新产品试制费用,从而转变新产品设计试制的形式[3]。
3.6 特种加工转变了过去淬火工艺路线和零件不良品的可修复性
特种加工产生后,转变了淬火热处理工序必须设置在除磨削之外的其余切削成形加工以后的传统工艺标准。因为特种加工不被工件硬度所束缚,因此有时为了免除成型加工后淬火热处理引发的应力变形,可以先进行淬火,再进行加工。而以往认为无法修复的不良品,如今也均能够通过特种加工进行修复。
4.结束语
总而言之,特种加工技术对机械制造工艺技术而言具有深远的意义,已经变成当前制造技术中关键的构成部分。由于科技与工业的不断发展,使特种加工必须不断完善和发展,才能使其不断加快科学技术与现代工业的发展,从而展现出自身的价值。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

