



在齿轮铣削中通过编程控制走刀来代替成型刀具来加工齿轮
铣削齿轮的方法既要先进,还要简单,它需要提供高度的灵活性,并同时要实现高生产效率。在齿轮制造中既需要高效率,又需要生产的通用性时,Invomilling是改变局面的最新技术。
这就要看一家齿轮制造公司如何定位自己: “我们加工的很多齿轮都是根据客户的具体要求而生产的,客户可要求只加工一个有特定要求的齿轮,或一批齿轮,也可要求提供一套传动解决方案。 我们最经常处理的是小批量生产,即加工1-100个零件,但是也有全年生产几千个齿轮的订单。 按照行业规范,一些产品(特别是牵涉到用于汽车齿轮箱的零件)都需要准时交货。 我们是专业生产斜齿轮和直齿轮的制造商,为各种不同行业提供齿轮产品。”
到目前为止,我们的主要目标是为各种行业的应用场合提供订制的、独特的齿轮制造刀具。 利用反向工程能力,可以精确地确定磨损了的未知齿轮是怎样设计的,然后快速地制造出来。灵活性是我们的商业理念的一部分。
但是,生产中的通用性一直很难与高生产效率结合起来。 必要的灵活性则意味着每次根据需要加工不同齿轮都需要使用新刀具,并且每次都需要根据新齿轮对齿轮加工机床进行编程。
获得齿轮加工的灵活性的一个新的途径是基于多轴车-铣机床的创新铣削方法: 即InvoMilling 加工方法。这是一种由山特维克可乐满开发的工序系列,在与Mori Seiki等众多公司的合作中正在投入应用。Mori Seiki公司需要一种替换当前市场上主要应用的,专门化的、相对慢的柔性的齿轮制造工艺的方法。这种创新的多轴解决方案基于先进的、但操作简单的切削策略。该策略是在标准的多功能机床上,利用现成的加工直齿轮和斜齿轮的切削刀具直接加工,而不是采用滚齿的方法。
新的InvoMilling多轴加工方法是通过使用标准的盘形铣刀和标准的专用面铣刀,制造直齿轮和斜齿轮的柔性生产的方法。 通过X轴与B轴或者Y轴与B轴联动,切削刀具就能沿着渐开线路径进行加工。

图1: InvoMilling是齿轮加工领域的一项创新。 这种多轴解决方案在于复杂而又简洁的切削策略,通常在标准的多功能机床上采用现成的切削刀具进行加工。 其目标是高度灵活的直齿轮和斜齿轮的中小批量生产。

图2: InvoMilling方法将槽铣和车铣工序组合到一起。 采用相同的刀具能够加工任意螺旋角的齿轮,包括渐开线和非渐开线轮廓。 具体的切削次数取决于齿轮尺寸和所使用刀具的尺寸。

图3: 加工外直齿轮的齿槽时,首先应沿工件的轴方向铣削槽。 为了进行随后的切削,齿轮需稍微旋转,与刀具的同步径向插铣相互协调。 其结果是通过车铣获得渐开线曲线形状。

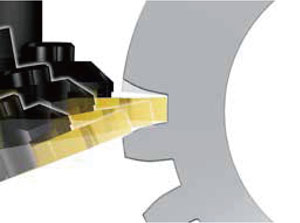
图4A/4B: InvoMilling方法可以使用专用的铣刀CoroMill 161和CoroMill 162(涵盖模数范围2-12)铣削直齿轮和斜齿轮。 通过X轴与B轴或者Y轴与B轴联动,切削刀具就能沿着渐开线路径进行加工。 因此,齿型变化应与刀具路径(而不是刀具形状)相一致。
因此,齿型变化应与刀具路径(而不是刀具形状)相一致。 因此,就这个用途而言,车-铣型机床是理想的机床。
在DMG Mori Seiki NT型机床上就可以采用新方法。 这种多轴铣车中心能够同时进行铣削和车削。 柔性的B轴的旋转范围为±120°,由于采用直接驱动电机,所以获得了高速度和高精度,分度能力为0.0001°,它已经证明能显著地缩短加工时间,特别是在同时使用5轴加工加工复杂零件时。 滚齿是在机床上执行的一种工序,以及与传动箱有关的一些其它类型的零件有关的工序。 但是,当生产许多不同类型和小批量齿轮时,滚齿并不是最佳解决方案。
当今,如果一个加工车间正在或打算投资购买数控机床,那么InvoMilling软件是一种很方便的选择方案。 车-铣机床可以用于直接加工齿轮。 我们为各种模数范围提供了齿轮加工套件,每个套件内都有用于几个模数的三把刀具。有了这些套件,就可以很容易生产很大范围的齿轮,因而获得了极大的灵活性,能满足特别严格的质量标准要求。
InvoMilling方法将槽铣和车铣工序组合到一起。 采用相同的刀具能够加工任意螺旋角的齿轮,包括渐开线和非渐开线轮廓。 具体的切削次数取决于齿轮尺寸和所使用刀具的尺寸。 InvoMilling法可以发挥现代机床控制和数控机床的高精度的作用,以及切削刀具的精度的作用,从而可以加工精磨削所需的精密齿轮以及半成品齿轮。 应用最新开发的刀片材质还可应用更高的切削参数,从而获得最佳效率。
采用这种方法,还可对轮齿外径倒角,以及在齿根加工不同的凸角、齿廓和半径。 每次切削作用的切屑横截面小,没有所说的侧压力,因而,可将振动倾向降低到最低程度。
例如,加工外直齿轮的齿槽时,首先应沿工件的轴方向铣削槽。 为了进行随后的切削,齿轮需稍微旋转,与刀具的同步径向插铣相互协调。 其结果是通过车铣获得渐开线曲线形状。 对于较大的模数,可能需要更多次的切削。 对于较宽的齿轮,刀具是在轴向方向偏置的,重复切削步骤。
由于每个InvoMilling刀具覆盖了几个模数尺寸,所以,在小到中批量生产中,InvoMilling法降低了加工成本,例如模数2–4可以使用相同的刀具进行加工,模数2–12则可使用三种刀具。 迄今,采用InvoMilling法铣出的最大齿轮模数是18,直径为800 mm, 这对齿轮加工缩短交货期、降低成本具有明显优势。
现代可转位刀片技术使新方法获得了成功。 采用InvoMilling法,齿轮齿的质量可到达DIN 3962 6级或以上。 此外,在有足够刚性的机床上,正确应用刀具,可以达到比Rz 3 微米更好的表面粗糙度。 采用精确的刀具路径和精密刀具的InvoMilling法可以生产出很有竞争力的高质量齿轮。 依靠这种方法,可以生成各种齿轮磨削余量。 这种方法的低切削力可以使切削时运用更高的切削参数,并同时保证小公差所需的精确齿廓。 这些优点与这种齿轮加工方法的灵活性相结合,这就是所涉及的制造方法获得成功的因素。
所讨论的铣削刀具使用的标准的硬质合金刀片在机床外很容易转动一个位置,也很容易保存在刀盒内。 加工模数为4-10的,齿数小于30的齿轮的InvoMilling周期时间可以与使用高速钢的单滚齿相比。 由于许多工序可以纳入到多任务中,齿轮可以在一次机床装夹内完成加工,其结果是缩短了交货时间和更换产品时间,从而具有可在生产过程中临时插入产品优势,有利于单件、小和中等批量齿轮的柔性生产。
因此,即使制造齿轮本身的周期时间长于使用滚齿的时间,但缩短了总体制造时间。 最后,由于无需等待制造专用刀具的时间,仅作一次新的装夹就可以开始生产了。 通过推出InvoMilling,山特维克可乐满进行了技术升级,采用标准用途机床制造出高质量齿轮,显著地降低了加工成本,提高了灵活性并大大缩短了交货时间。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

