



摘要:本文介绍了基于PLC控制技术的空压机远程监控系统,结合实际应用项目,对PLC网络通讯、系统可靠性、程序设计等进行了详细论述,提供了一种空压机远程控制实际应用的解决方法,降低系统维护成本,并提高系统效率和可靠性。
关键词:PLC 空压机 远程监控
1 、序言
空压机主要用于为生产提供气源,其对工业生产的正常运行有着举足轻重的地位。随着国家节能减排和绿色生产政策的提出,以及降低设备的损耗、减少设备维护费用等要求,如何合理地使用、维护设备已成为关键,而采用人工操作方式进行设备的巡检、故障的记录、设备状态的切换等工作方式已严重影响工业生产的效率和运行可靠性。本文以某化工厂空压机远程监控项目为参考,采用西门子S7-300系列PLC作为控制系统,实现空压机系统的自动运行和远程监控。
2 、系统概述
该化工厂中,控制阀的动作、气动设备的运行、某些区域的清洁等都需要用到压缩空气,因此气源管道内的压力需维持在一定的范围内,以保证相关设备的正常工作,同时,也要避免过高的压力造成能源的浪费。为实现上述要求,采用PLC控制系统来实现空压机各类参数的采集,如温度、压力、工作状态、运行时间、故障状态等,同时控制空压机的启停以及运行状态的指示。操作人员可以通过中控室的中央控制计算机读取空压机的工作状态、发送控制指令等操作,也可以通过现场操作部件(触摸屏)进行上述控制指令的操作。
3 、空压机控制系统结构
空压机控制系统主要由控制对象(空压机)、中央控制计算机、PLC控制系统、传感变送单元、现场触摸屏等部分组成,控制系统结构如图1所示。图中, PS(Power Supply)为电源模块,CPU为处理单元模块,CP为以太网通讯模块, AI/AO为模拟量输入输出模块,DI/DO为数字量输入输出模块。

图1 控制系统结构框图
本系统中,空压机的控制有两种模式:本地控制和远程控制,可以通过一个本地/远程切换开关进行两种控制模式的切换。空压机的运行状态和温度、压力等参数,分别传送给PLC和中央控制计算机用于状态显示,当选择某种控制模式时,相应的控制单元对获得的状态参数进行分析和逻辑判断处理,并控制空压机的启动和停止,亦即,当选用本地模式时,PLC执行上述操作,当选用远程模式时,中央控制计算机执行上述操作。在远程模式下,中央控制计算机发出的指令需要通过PLC来控制空压机的启动和停止。
本系统中的空压机分为三组,其中,第一组和第二组互为备机,第三组为第一组和第二组的共用备机。在不同的压力限值条件下,三组空压机根据设计的次序依次启动和停机。本系统中的控制对象为三组空压机组成的小型系统,故采用西门子S7-300系列PLC即可完成空压机组相关参数的实时扫描和运算,以及与中央控制计算机和现场触摸屏之间的通讯和数据传输。
3.1 PLC网络通讯
由于空压机系统需要实现远程和本地两种控制模式的切换运行,PLC需要与中央控制计算机和现场触摸屏之间进行实时的通讯和数据传输。在本系统中,PLC与中央控制计算机之间采用工业以太网的通讯方式,而与现场触摸屏之间采用MPI网络通讯方式。
1) 工业以太网通讯
由于空压机的安装现场与中央控制室之间的距离很远,故PLC与中央控制计算机之间的采用工业以太网协议进行网络通信,即PLC通过以太网通讯模块用光纤链路与中央控制计算机相连接。以太网通讯模块(CP343-1)具有RJ-45接口,采用模块化设计,功能配置简单,便于模块的扩展,可以根据不同的需要灵活组合和扩展。
2) MPI网络通讯
PLC与现场触摸屏都安装在空压机附近,二者距离较近,故从PLC到现场触摸屏的通讯采用MPI网络,使用西门子专用的PC Adapter连接电缆,连接CPU的MPI端口和触摸屏的RS232口。采用MPI网络通讯方式接线简单,易于维护,同时不增加额外的模块,节省成本。现场触摸屏采用嵌入式低功耗设计,具有COM接口和USB接口,便于扩展应用。采用高亮度TFT液晶显示屏以适于工作现场的应用。
3.2 人机界面(HMI)
人机界面(HMI)的设计包括两个方面:中央控制计算机的人机界面设计和现场触摸屏的人机界面设计,二者采用的组态软件不同,但在画面和信息显示上一致。在中央控制计算机上采用西门子WinCC组态软件来编辑人机界面,用来显示空压机的所有参数信息和故障报警信号,以及主电源回路的相关参数、状态、温度和压力曲线等。操作人员还可以通过中央控制计算机的人机界面发出控制空压机启停、主电源回路闭合断开的命令。中央控制计算机自动记录系统运行日志,按时间记录各种报警信息及故障发生时的操作信息,可进行查询和打印输出。
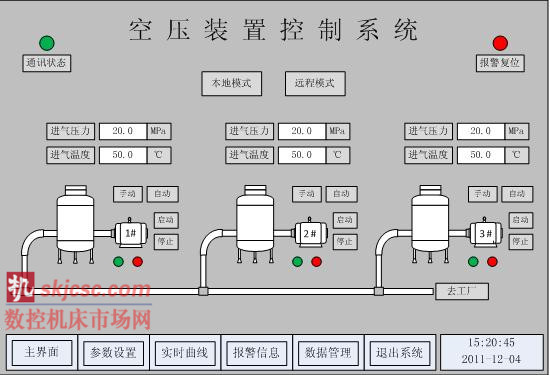
图2 人机界面组态图
触摸屏的人机界面采用HMIBuilder软件来编辑实现,在触摸屏的界面上也有基本相同的参数信息,也可以从触摸屏上发出相应的控制命令。
4、 系统可靠性
系统的可靠性包括两个方面:空压机的可靠性和PLC控制系统的可靠性。对于空压机的可靠性前文已有所提及,即采用三个空压机组,按主、备方式工作,以保证空压系统的整体可靠性。
在实际生产过程中,空压机每天24小时连续运行而不能停机,这对PLC的可靠性提出了严峻考验。为提高系统的可靠性,采用冗余控制技术是有效方法和主要措施。CPU冗余控制使得系统在运行时不受局部单一故障的影响, 可实现在线维护,同时, 故障部件离线维修也不影响系统正常运行, 从而可达到提高系统可靠性和降低失效率的目的。
冗余控制方式包括硬件冗余和软件冗余两种方式。硬件冗余需要两套相同的控制系统,分别为主系统和备系统,同时还需专用的热备模块实时检测主系统的工作状态,以便及时切换控制权。硬件冗余方式控制要求高,成本高。软件冗余方式不需要专用的热备模块,采用软件编程的方式实现控制权的切换, 多用于控制要求不十分严格的场合,灵活性强,成本低。本例中,根据空压系统的工作特点,采用软件冗余控制方式。
软件冗余控制系统结构如图3所示。中央控制计算机通过以太网交换机与现场PLC通讯,并监控其工作状态。现场PLC配置相应的通讯接口与中央控制计算机和各I/O模块器通讯,两套现场PLC系统相互独立。中央控制计算机实时监控两套PLC系统,当主系统中的任何一个组件出错,控制任务会自动切换到备用系统中执行,系统控制器切换时将进行整体切换,包括电源、CPU、接口模块等。

图3 软件冗余控制系统结构
5 、程序设计
本例中,空压机控制系统的程序设计包括三个方面:远程监控程序的设计、PLC控制程序设计、冗余控制程序设计。
1) 远程监控程序设计
远程监控程序在中央控制计算机中运行,其功能是读取空压机工作状态参数,发送空压机的控制指令,实现空压机系统工作状态参数的实时读取和远程控制空压机的启停等。
2) PLC控制程序设计
PLC控制程序的编制采用西门子专用的编程工具STEP7,通过STEP7用户可以进行系统配置和程序的编写、调试、在线诊断PLC硬件配置状态。
根据生产要求,PLC需要完成对空压机的本地和远程控制,通过切换开关可以实现空压机的本地控制和远程控制。对于三组空压机,为合理利用设备,避免因长时间使用同一组空压机,程序设计中可实现定时切换不同空压机,即一个运行周期结束后自动切换三组空压机的主从关系。当检测到管道内压力值低于一定水平时,同时开启三台压缩机,当压力值高于一定水平时,关闭辅助的空压机,主空压机连续工作以维持管道压力。当空压机有故障报警时,自动关闭当前主空压机,同时启动备空压机,并在触摸屏及中央控制计算机上显示报警信息。
3) 冗余控制程序设计
冗余控制程序包括中央控制计算机的冗余控制监控程序以及PLC冗余控制程序。冗余控制监控程序实时监控主、备PLC系统的工作状态,以便及时切换系统控制权。PLC冗余控制程序可以分为冗余部分和非冗余部分。冗余部分具体指需要数据同步的程序段, 以及所使用的数据块,冗余信息主要是指输入输出端口的数据信息。非冗余部分主要指辅助性模块, 它包括初始化模块、诊断模块、冗余功能模块等,非冗余信息主要指各机的状态信息。主系统PLC 执行全部的控制程序,备系统PLC 只执行非冗余部分控制程序段,而跳过冗余程序段。
6 、结束语
空压机远程监控系统提高了工厂内空压设备运行的自动化程度,降低了设备的维护成本,同时,采用冗余控制方式提高了系统的可靠性,当PLC系统出现故障时,系统通过主备切换,可以保持系统继续工作, 避免系统停机影响生产。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

