


加工中心的电气控制系统与三菱数控的研究
2019-6-24 来源:沈机(上海)智能系统研发设计有限公司 作者: 钟一鸣 艾明旺
【摘要】在数控机床的电气控制系统中,应用非常广的 PLC 控制系统有两种,一种为西门子系统,另一种为三菱系统,三菱控制系统也在加工中心中应用,它的设计方案,电气控制系统、数控 PLC 都是非常重要的组成部分,电气控制系统有主轴的控制系统、进给系统,还有其他润滑、尾座等控制,还有对机床参数部分的设置,后期数控系统与机床的调试,最后设计出符合要求的电气控制系统。
’
【关键词】设计方案;电气控制系统;数控 PLC
1 、设计方案
数控加工中心的电气控制系统的组成包括数控装置(CNC),主轴控制系统、冷却控制系统、润滑系统等,如图 1。
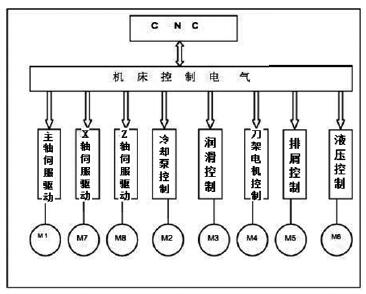
图 1 加工中心的电气组成
以上这些控制系统的组成,将加工中心的性能和功能得到实现,这个系统中的控制线路与普通的机床是有分别的,因为在系统控制中增加了 CNC 控制系统,这个是实现加工中心自动加工的前提,加工中心的结构组成框架如图2。
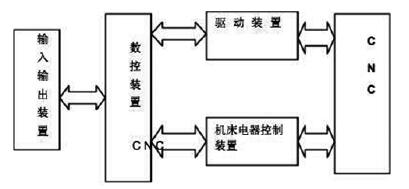
图 2 加工中心组成框架
机床电器控制装置是 CNC 与数控装置之间的纽带,是将它们之间的信号进行传递的系统,控制系统中采用三菱系统进行控制,三菱伺服驱动、三菱电机、选取这些具有以下特点:
(1)电动机的输出功率大,加工中心的调试范围广并且调速中机床运行平稳,加速时间短;
(2)加工中心在工作中电动机的温升低,不会损坏电动机、振动和噪声小;
(3)伺服系统中采用的是滚珠丝杠,与三菱电机结合后,在传动过程中精度高,摩擦力小。
加工中心电气控制系统设计方案中硬件的选择要符合对线路和电动机的过载、短路、欠电压情况下进行保护的原则,同时在线路中要有灭弧作用。
2 、电气控制系统
(1)供电系统设计,加工中心线路中的电源有很多种,线路电压也不同,主电路采用 380V 三相电源,但是对一些其他部件取不能又这么高的电压,例如控制系统中回路电压需要 110V 就可以满足,有些伺服控制电路采用 220V直流电压。
(2)主轴与进给轴伺服控制系统,这个控制电路的电压为 220V,这样就需要在线路的前端有一个变压器,将380V 变压为 220V,同时线路中需要加入空开(如图 3)来保护电路,在电路的前端有伺服放大器,整个线路中将控制器与主轴电动机的编码器连接在一起,而三菱电动机有一个优点就是编码器与电机集成在一起,这时候控制器对电动机的控制精度高,进给伺服控制系统与主轴控制系统基本相同,只是最终的控制执行件不同,一个是加工中心的主轴,另一个是加工中心的工作台,控制精度都需要保证,如果工作台的移动数据不对,那么加工零件的尺寸也将不会准确。
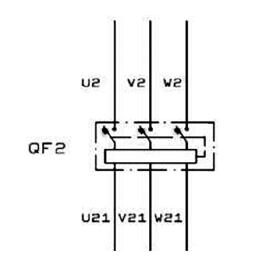
图 3 空开线路图
(3)冷却控制系统,电源通过空气开关、开关,连接到接触器上,最后连接在冷却泵电动机上,接触器是控制电动机的,而接触器的主触点是连接在主电路上的,同时接触器的线圈是通过中间继电器的常开触点控制的。
(4)液压控制系统,在加工中心设备中离不开液压系统,控制这个系统的动力装置还是电动机,电动机控制液压泵给液压回路提供动力,对液压电动机的控制与冷却控制方式一致。
3 、数控PLC
加工中心的数控 PLC 的配置有计算机、基本 I/O 单元、设定和显示单元,选择三菱公司的 PLC 系统,通过机床控制电路中的 I/O 点数的确定以及信号的分配,还有内部继电器的分配,来对加工中心进行编程,加工中心编程完成后,需要进行调试。
在进行设置的时候,不要将 PLC 不会将 NC 的输入与输出、控制面板的输入与输出以及机床的输入与输出的信号输入到硬件和控制器中。PLC 控制系统与计算机控制不同,PLC 在对程序进行执行时候,是按照存储地址号递增的方向顺序逐条执行的,一直到 END 指令,可以将工作方式分为三种,分别为输入采集、程序执行和输出刷新。输入采集是在 PLC 程序执行之前,是将输入信号,寄存输入到映像寄存器中,程序执行是对寄存器中的数据进行运算,输出刷新是执行完成之后的动作,主要反映在驱动执行端上。
4 、结语
机床以及加工中心的出现,目的是为了能减轻工人的劳动强度,提高生产效率,最终的目的是实现加工自动化,数控机床是通过将数控技术应用在机床上,实现机床本身和机床与机床、机床与流水生产线之间的联动生产,而数控加工中心的适应性更强、加工范围和加工两件的尺寸更大,加工精度和平稳性更好,可以满足很多领域零件的加工。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

