


数控激光切割机床开发及其关键技术分析
2016-12-30 来源:佛山市精达信五金电器有限公司 作者:文彦
摘要:近年来,我国工业技术不断发展,切割技术已经有了很大的改进,现代的激光切割技术是热切割技术发展的一大热点,与传统的热切割技术相比较而言,激光切割技术具备精度高、效率高以及低污染等优势,而要想将激光切割技术实现国产化,需要不断研究其数控机床以及数控技术来满足发展的需求,文章对开发数控激光切割机床以及数控技术做了简单论述。
关键词:主动波浪补偿;二次液压控制;信号检测;控制算法
激光技术主要是将激光束进行聚焦,再聚焦后形成功率较高的密度光斑,并将需要被切割的材料快速的加热,直到达到汽化的温度,在经过蒸发后形成气孔,利用激光光束和材料之间的相对移动,进行窄缝切割的连续切割。利用激光技术进行切割,可以对一些影响因素进行调节,包括激光的功率,激光切割的速度、气压以及光路系统。
1.激光切割机床中数控系统的嵌入
嵌入式系统也就是计算机系统,利用计算机软件运行作为核心内容,由其软件与硬件控制裁剪,其适用与不同系统根据不同版本的系统的具体功用,做出与不同要求相适应的专用系统。其主要的结构有:嵌入式处理器和外围设备、操作系统、应用软件。数控激光设备是利用计算机运行技术,将嵌入式系统融入,这种方式被叫做嵌入式数控系统,该系统可以改变结构对象,根据使用者的需求增设或减少,实现各种层次的数控系统,这种系统可以提高系统的整体性能与可靠性,在一定程度上可以减少系统运行的成本,不断增大其做功率,提高数控激光切割机床的竞争力。
2.数控激光切割机床
2.1 光机联动切割机床
激光切割设备主要包括:激光器、聚焦系统与光束传输、电源和控制装置、工作台、气源与水源、割柜和操作面以及数控装置。其中激光器主要是提供激光切割设备加工中需要的光能,满足设备加工需要的稳定性与可靠性,保证设备的稳定运行,根据设备加工的要求来调节合适的输出功率。其中光束传输与聚焦系统,主要是将激光束聚焦在加工工件上,其中小功率系统需要采用透镜聚焦,大功率系统使用反射聚焦镜来聚焦。部分设备利用光纤来传导,利用光纤导光系统的柔性、易配合性、功率密度性好等优势进行光束的聚焦。
其中工作台中安装伺服电机驱动,可以实现定位并切割加工工件,但是在使用工作台时,需要保持其台面的整洁干净,保证其运动的精度,工作台面材料需要选择硬度较高的不容易被破坏的。控制装置是用来显示实时参数的,起到控制、保护、警报等作用,为了提高激光器的稳定运行能力,需要采用响应较快的,稳定性能较高的控制电源。
数控装置是按照指定的代码与程序格式来编写加工程序单,其中包括工艺路线和参数、光斑运动轨迹和直径、切削参数与辅助功能,将程序单的相关内容统一的输入到计算机系统中,用软件来控制并指挥机床来加工零部件。在激光切割的过程中,利用惰性气体的特性来保护切割缝不受氧化,同时气源可以防止聚焦透镜受到金属蒸汽的污染或者液体溶滴溅射,主要起到屏蔽的作用。而水源可以降低加工系统的整体温度。
2.2 龙门式联动切割机床
龙门式光机联动激光切割机床是融激光器和机床以及数控系统为一体,这种数控激光切割机床设备整体性能好,并且占用的空间面积小,设备的成本低、适应性强,被广泛的应用在工业生产中。就激光和机床分离设备来说,其工件和光束的相对移动可以采取的方式有两种,一种是保持工作台不同而光束移动的方式,一种是工作台移动而光束固定不动。
根据光束与设备相对移动的特点,采用光机联动方式时,需要把机床设计为龙门式的结构,如图1所示,主要由激光器与移动Y轴共同构成切割机床横梁部分,光束在沿着Y轴进行短程运动时,工件需要沿着X轴进行长方向运动,这样的构成方式可以使机床结构更加紧凑,当Y轴在一定范围内进行移动时,不需要加扩束镜,这样可以有效的降低设备使用成本。
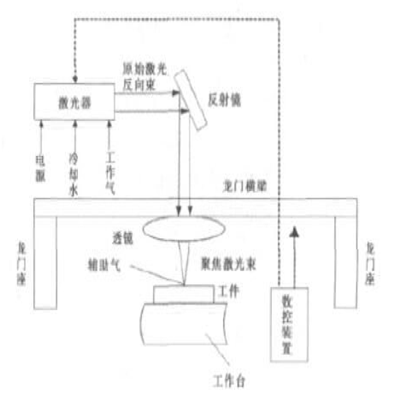
图1 龙门式切数控切割系统图
龙门式机床结构布局可以做好整体的防护工作、集中抽风与落料,在进行工件的切割时,工件会受热变形,在加工大型工件与薄板件时,由于其焦点位置很难一直不变,由此必须用检测传感器与信号处理器以及控制电器、驱动装置一同组成焦点自动化追踪系统,严格的控制机床的高度,以获得较好的割缝质量,其主要是利用激光切割的无切削力等优势,优化了机床的整体布局,同时深入的研究了机床高速运行与光束聚焦系统等一系列的关键技术,为提高机床的整体性能奠定了良好的基础。
3.激光切割的关键技术
3.1 光束聚焦问题
在使用数控激光切割机时,选择的凹聚焦镜直接影响着其切割的质量,根据激光器波长的输出长度一定,而高功率的激光在透视时,要保证透镜材料均匀、吸收性低、导热性高、机械强度高等品质,要利用抛光表面与高水平光学镀膜技术等,使用平凸镜作为热处理焊接需要的切割镜片,平凸镜不影响成像的品质。同时光机联动式机床的高度控制系统,需要采用非接触式的电容传感器,保持切割喷嘴和加工金属件在特定的高度,防止由于接触产生探爪磨损。
3.2 气体与喷嘴设计
通常情况下数控激光切割技术都需要采用辅助气体,一些金属材料或者非金属材料,需要采用压缩空气或者惰性气体,而大部分的金属材料,需要用活性气体即氧气,调节氧气的纯度来控制切割的质量。在选择并确定使用何种辅助气体为前提,要调节好气体压力的大小,若在进行薄材料的高速切割时,需要将气体的压力调高,防止切割口的背面出现粘渣现象,若切割的材料的厚度增加或者切割的速度比较慢时,需要将气压适当的降低,其喷嘴在使用的过程中容易损坏,所以需要定期检查并更换。
3.3 导光系统与切割速度
数控激光切割机导光系统主要包括反射式的扩束镜、折反射镜片和圆偏振镜片以及聚焦镜片等,光束利用这些镜片从激光器中被传导到切割头,最后进行聚焦并在喷嘴处和切割辅助气体一同输出,但需要注意的是:由于透镜在吸收传递光束的过程中,会出现能量损失导致变形的情况,最终会造成光束的焦点位置被改变,而影响到切割的效果,由此需要选择无氧铜镀金镜片,在镜片内直接注入冷却水,保证切割的质量。除此之外在使用光纤进行激光的传导时,需要充分考虑光纤传导功率的大小.
数控切割技术的使用过程中,需要严格控制切割的速度,需要利用能量平衡或者热传导的公式来估算其最大的切割速度,而且切割的速度还与光束的有效功率的密度、激光光束的模式、激光光斑的尺寸、被切割材料的密度、汽化需要的能量等因素有关,由此需要经过实践效果的最佳效果来确定切割的速度。
3.4 光路补偿措施
光束发散性的特性和光束偏振的特性是在设计光路系统时主要考虑的两个方面,其光束的补偿措施主要有扩束镜、平片VRM(变曲率半径镜)、恒定光程系统。其中扩束镜是由凸、凹透镜一同组成,是一种光学系统,可以改变光束大小同时还可以改变光束发散特性。其工作的原理是下扩束光束再聚焦光束,以得到最小的焦点,将光束的直径有效的控制在合理的切割范围内,提高切缝同板材的垂直精度,装置办法,如图2所示。
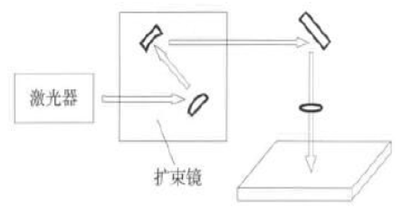
图2 扩束镜的安装示意图
其中VRM系统的主要运行原理:调整变量泵输出的流量控制VRM镜片中水槽的水压,达到改变透镜曲率半径的作用,其可以改变光路长度的同时调整光束特征参数,保持焦点半径与焦点深度稳定性。VRM系统的构成比较复杂,成本比较高并且需要用闭环进行控制,这一系统在国外的一些技术先进的产品中会使用这种光路补偿办法,但是在我国国内由于数控激光切割机床的整体技术水平还不够完善,由此很难达到预计的使用效果。
恒定光程系统指的是恒定激光器与加工版面光束的传输距离,其恒定方案主要包括:一种是单独用一台伺服电机来控制光学镜片,取得最终的恒定光路的长度,这种方案可以有效的调节光路的长度,并满足光程长度不同的加工需求。另一中是利用光学镜片与导光壁确定光路的恒定长度,此方案调节光路比较简单。
4.结语
数控激光切割技术正在不断地完善,其使用的成本得到了有效的降低,而设备的工作效率却在不断提升,但是我国的数控激光切割技术在一定程度上,还没有满足工业发展的需求,而我国正在不断尝试研发功能齐全的数控切割设备,来促进制造业的发展,文中针对数控切割机床以及其关键技术等方面做了简单的阐述,意在为提高我国激光切割技术水平提供可参考的建议。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

