


大型机床导轨直线度测量仪的设计探讨
2016-8-18 来源:四川省盐业学校 作者:崔宇翔
摘要:文章重点介绍了直线度测量仪的工作原理,大型机床导轨直线度测量仪的总体设计、硬件设计和软件设计,以及大型机床导轨直线度测量仪直线度误差评定算法。
关键词:大型机床导轨;直线度测量;误差评定算法;设计
前言
近年来,伴随自动化技术、计算机技术、通信技术等在工业领域内应用的日益广泛和成熟,以及大型机床生产数量的逐渐增加,为提高机床导轨直线运动精度,提高大型机床工作性能,利用现代化信息技术来设计科学先进的大型机床导轨直线度测量仪势在必行。
1、直线度测量仪的工作原理
首先,将半导体激光器置于被测直线段的一侧,使其射出的光线与被测机床导轨平行。然后,将无线光靶置于被测机床导轨之上,使激光器射出的光线正好落在两片光电池的中心位置,同时以激光器射出的光线为直线度测量基准,让无线光靶沿着被测导轨直线段移动。当激光照到无线光靶中的光电池时,两个光电二极管就会同时输出一个与光照面积成正比的微弱电流信号[1]。这两个微弱电流信号经放大电路前置放大器放大并转换为电压信号后,就可以根据两片光电池产生的电压差值来预测无线光靶移动的范围,从而计算出被测导轨的直线度。
最后,将运算后的信号输入单片机中转换成数字信号后相除,得到反映入射光光点位置的信号,再将其经无线光靶中的无线数据传输模块传输至数据采集模块,数据采集模块接收信号后传送至PC 机,由PC 机完成最后的数据处理。
2 、大型机床导轨直线度测量仪的设计
2.1 总体设计
根据大型机床导轨直线度测量仪的具体用途,文章将其系统设计划分为四大功能模块,包括数据采集模块、半导体激光器、无线光靶和PC 机。其中,数据采集模块主要由单片机和无线数据传输两部分组成,无线光靶主要由放大电路、单片机、光电池和无线数据传输四部分组成,PC 机主要由数据库、串口通信、直线度计算和绘图四部分共同组成[2]。各个模块在按照既定程序完成自己分配职责的同时,彼此之间也在相互协同工作,从而能够很好地完成大型机床导轨直线度测量工作。
2.2 硬件设计
放大电路设计。放大电路的设计需要使用光电传感器,常见光电传感器有光电二极管、四象限光电池等。光电传感器光照度与反向电流成正比,具有响应快、噪声低、方便等优点,多用于激光探测。四象限光电池多用于光电开关、光电耦合等。不同光电传感器有着不同的特点与适用范围,对于大型机床导轨直线度测量系统放大电路而言,文章选用光电二极管。由于光电输出为一个微弱的模拟信号,易受外界环境干扰,因而前置放大器需要对模拟信号进行预处理,即其应集成高输入阻抗、低输出阻抗等多种能力。文章选择ICL7650系列的集成运放作为前置放大器。
单片机选型。在大型机床导轨直线度测量仪设计中,单片机是整个系统最为核心的一个部件,它控制着系统各个部分的运转状态,并与其他部件一起完成数据采集、处理等操作[3]。对于单片机的选型应尽可能选择低功耗、性价比高的单片机,以降低能源损耗,延长设备的使用寿命。文章选用超低功耗、多种存储器形式、强大数据处理能力、高效开发环境的MSP430 型号单片机作为整个直线度测量系统的控制中心。该单片机可以为系统的低功耗运行与设备的充分利用提供可靠保障。
2.3 软件设计
CRC 校验协议编写。由于系统实际运行过程中,受外界环境干扰或一些其他因素影响,极易出现数据传输错误现象,所以为保证数据传输的完整性、正确性与可靠性,需要采用相应校验方法对数据通信进行校验。目前,常用校验方法主要有循环冗余校验(CRC)、奇偶校验等。循环冗余校验码既可以用硬件来实现也可以用软件来实现,文章采用软件方法来实现对数据通信的循环冗余校验。首先,将一个16 位寄存器全部置1,将数据包中8 字节与其当前值进行异或运算,低位向高位移位,高位用0 补齐。然后,对移出的最低位数值进行判断,若移出的为0,则不做任何操作;若移出的为1,则将寄存器与预设固定值进行一次异或,重复上述操作直至8位移位全部完成[4]。当最后一位移位完成时,在进行下一8 字节与寄存器当前值的异或,按照同样的运算方法当数据包中所有数据全部处理完毕后,生成的数据序列即为CRC 校验码。这一环节的流程图如图1 所示。
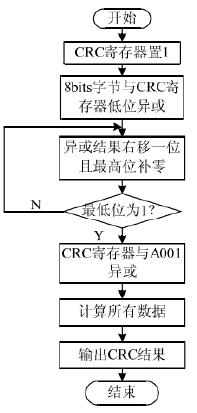
图1 CRC 校验子程序流程图
通讯功能的实现。通讯功能的实现需要按照如下步骤进行,在VB 编程软件中引用MSComm控件对串口进行初始化,用232端口号对校验方式和波特率进行设置,加载CRC 校验码,加载与初始化上行、下行定时器,测试通讯连接是否正常,此时串口根据预设定时时间向单片机发送命令,同时记录发送次数,若数据功能位为0 且接收到数据信号,则说明通讯连接成功,若发送命令超出100 次还没有接收到数据,说明串口通信错误,需要检查数据接收终端。
3、大型机床导轨直线度测量误差评定算法
空间直线度误差评定算法作为大型机床导轨直线度测量误差常用算法之一,其具体计算过程为将空间直线投影到给定坐标系的XY 平面内,并求出投影后的直线度误差。根据计算结果绘出某一空间线的测量结果,并将该线投影在XY 平面上,求出对应坐标,从而将空间线转化为平面线。按照平面线直线度旋转法求出第一次投影的平面线直线度误差。
以X 轴为旋转中心旋转空间线,此时该线X 坐标不变,求出其在XY 平面上投影的直线度误差。重复上述步骤直至空间线旋转为初始位置。在这一过程中,会得到许多平面直线度误差,求出其中最大值,该值即为空间直线度误差。
4、结束语
由上文分析可知,要想设计出功能强大、性能良好、可扩展性强、适用范围广的大型机床导轨直线度测量仪,就必须从单片机选型、无线数据传输、放大电路、通讯功能实现、数据校验、直线度误差评定算法等各个环节进行科学合理的设计,对所需元器件精心选型,以进一步提高该系统在市场上的占有率,提高产品的使用性能。
参考文献
[1]张军峰,王燕燕.EST 法测量机床导轨直线度误差分析[J].机床与液压,2010,3:46-49.
[2]郑茜滢.高刚度滚动直线导轨设计及精度分析[D].哈尔滨工业大学,2013.
[3]李跃晖.大长度导轨直线度视觉测量方法的研究[D].西安理工大学,2009.
[4]张恩政.基于双频干涉的直线度及其位置测量方法研究[D].浙江理工大学,2010.
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

