


海底的极端条件给石油和天然气工业带来了重大挑战,并对生产该行业所需的高精密设备的制造商提出了更高要求。
由于对耐腐蚀性要求的不断提高,在生产用来控制管道和机械组件(圣诞树等)中流量的阀体时,面临很大挑战。在面临不断腐蚀和高压的情况下,为了确保实现精确操作和零泄漏,这些阀门座槽对尺寸和表面光洁度公差的要求极高。
为了应对恶劣的条件,阀体通常在与石油、天然气以及其他腐蚀性介质接触面上使用先进的耐腐蚀材料,如双相不锈钢和Inconel镍基合金。在钢件阀体表面堆焊Inconel625是其中一种经济可行的方式。但由于堆焊工艺会造成表面粗糙,所以这类工艺的加工难度比整体镍基合金更高。
这些阀门的内孔设计需要更加稳定的内孔车削设置。阀座的设计对刀具的长悬深和径向可达性也有很高的要求,而且容易导致振动。山特维克可乐满为这些零件专门开发了独特的解决方案。
SL切削头
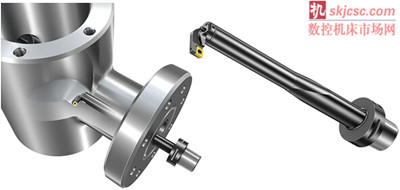
这些基于CoroTurn® SL系列的专用切削头的最小直径规格为16毫米,结构简单而轻巧,具有严丝合缝的锯齿锁接口。由于系统本身的刚性很好,能够保证在加工中既能实现良好的径向可达性,又能保证最小的切削振动。
可乐满Coromant Capto®
一个完整的解决方案需要具备稳定的机床接口,并能高效地快速换刀:可乐满Capto接柄的尺寸大小为C6。换句话说,这类刀具能与常见的标准化机床接口完全兼容。
Silent Tools™ 减振刀具
这项应用需要一个专门为大型径向尺寸设计的椭圆形接柄。相比圆形镗杆,这种椭圆形横截面能减少重量并提高刀具的纵向强度和刚度。尽管该类工艺需要很大的悬伸,Silent Tools减振刀具依然能通过极低的重量和高效的减振实现可靠、稳定的加工。
阀体座槽
阀座是阀体的关键特征,实际上阀门是紧紧贴合坐落在阀座上,因此,正确、无泄漏的组装对阀体来说至关重要。如果加工过程中无法满足严苛的公差要求,很可能会导致重新堆焊甚至报废。
镍基合金材料的低导热性能是该材料的优势,但这会提高加工过程中的切削力和切削温度,因此,需要选择正确的刀片材质和槽型,并采用专门的加工方法——“三次走刀法”,才能满足对表面光洁度、公差和刀具寿命的要求。
客户案例 —— 3次走刀法
阀座内孔车削
材料:堆焊镍基合金625
操作:背镗——粗加工和两次精加工
工具
切削头:CoroTurn SL背镗镗头,25毫米
镗杆: Silent Tools减振刀具、椭圆、减振
刀柄:可乐满Capto C6
刀片: 粗加工刀片CCGX 09T308-AL、精加工刀片CCGX 09T304-A
切削参数
切削速度 vc:
粗加工(第1次)- 21米/分钟 (70英尺/分钟)
(70英尺/分钟)
精加工(第2次)- 27米/分钟
(90英尺/分钟)
精加工(第3次)- 27 米/分钟
(90 英尺/分钟)
进给量:
粗加工(第1次)- 0.2毫米/每转
0.008英寸/每转)
精加工(第2次)- 0.06毫米/每转
(0.0025英寸/每转)
精加工(第3次)- 0.02毫米/每转
(0.0008 英寸/每转)
切削深度:
粗加工(第1次)- 1.5毫米
精加工(第2次)- 0.1毫米 (0.004英寸)
精加工(第3次)- 0.1毫米 (0.004英寸)
表面粗糙度:
精加工(第2次)- < 22 cla (Ra 0.5)
精加工(第2次)- 9 cla (Ra = 0.2)
结论
生产效率提升350%。投资回收周期只需两周(15个零件)
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

