



浅析光学测量方法在修理企业零件制造方面的应用
2016-12-30 来源:大连长丰实业有限公司 作者:武耀德
摘要:介绍了应用光学测量方法还原无图零件、铸造件、磨损件以及测绘零件三维模型的方法,运用数控加工、增材制造等加工方法,实现了无图样零件的制造和检测。
关键词:光学测量;零件制造;三维模型
在飞机深度修理的过程中,需要更换多种复杂零件,其中部分零件是由修理企业按照技术文件自行生产。随着航空修理企业制造水平的提升,一些复杂零件的制造也已经可以通过数控加工方式来完成。复杂零件的数控制造以零件三维模型为基础,建立零件的三维模型是修理企业生产零件的首要环节。但有些零件只有实物零件,处于图样缺失或者信息不全的状态,难以建立零件三维模型。本文应用光学测量方法,扫描实物零件表面信息,建立零件三维模型,完成复杂零件的数控制造,保障了飞机修理过程中对复杂零件的需求。
1.光学测量过程
光学三维轮廓测量技术具有非接触、高精度、高效率等特点,其在制造和检测方面的操作流程如图1所示。通过光学测量方法获取样件数字化信息,操作过程中应保证扫描范围有效,由于环境会对扫描过程产生一定影响,主要是外界光源会在零部件上造成阴影,导致扫描的数据表面信息缺失,可以通过调整零件扫描时的
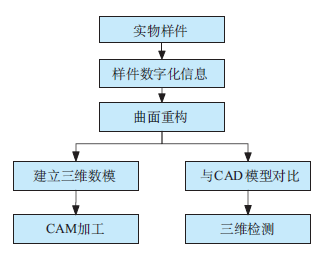
图1 光学测量在制造和检测领域的应用操作流程
位置避免这种情况的发生。在光源射入扫描部位实现反射的过程中,根据不同零件的自身特点,可能会产生反射路径被零件自身阻挡的问题,需要统一对零件未扫描部分进行修补[1]。零件数字化信息的光学测量通过光学测量设备完成(图2所示),设备应满足光学测量原理及应用流程的要求,保证扫描精度达到±40μm,曲面拟合精度达到±10μm,扫描过程快速高效。
光学扫描设备一般采用超高精度Range7非接触式三维扫描,通过了AIST(先进工业科学及技术国家协会)标准确保了设备的可靠性。其主要特点为:主机与控制器集成为一体,重量轻,携带方便,可以完成固定零件的扫描;能够提供自动对焦功能,包含多次对焦模式,可以自动将对焦位置转移到更精确、更尖锐的部位,通过自动对焦功能由用户调整对焦到特殊部位;用户可以在视窗内看到实时的测量区域;设备可提供三维预览功能,使用户快速预先知道扫描结果;拥有0.4秒的预扫描功能,用户可以根据预见的测量结果和物体表面,决定扫描深度、死角等其他扫描情况,预先减少扫描错误。

图2 光学测量设备
2.光学测量方法的应用
光学测量方法的应用主要包含零件三维建模应用与零件辅助检测应用两个方面。零件三维建模应用主要研究铸造件、磨损零件及复杂结构件的三维建模;零件辅助检测主要研究传统方法不易测量的零件,将正向建立的零件三维模型与光学测量得到的实物零件三维模型信息进行对比,得到零件检测数据[2]。
2.1 零件三维建模应用
1) 铸造件光学测量
铸造件形状结构复杂,表面精度要求不高。应用光学测量方法可以获取铸造件表面信息,建立零件三维模型,将传统铸造方法制造的零件转变为数控制造。选取多孔结构的铸造件,其特征包含孔及螺纹,初次扫描以下端面为固定基准,主要零件尺寸范围在非接触式测量扫描转台的范围内,并且上下孔表面尺寸平整(见图3),在转台旋转的过程中满足扫描过程稳定的要求。选择转台扫描,即将零件放置在旋转工作台中间位置,设定旋转角度,进行自动旋转扫描,其特点是可以自动拼接每次旋转扫描的数据,扫描速度较快,但是重复数据较多,数据量较大,对后期处理提出较高要求。
2) 磨损零件非接触式光学测量
在飞机修理过程中,经常需要对发生磨损的零件进行修复。对于结构对称的磨损零件,可以采用光学测量方法,运用镜像操作指令获取零件磨损部位信息,建立零件三维模型。
例如,多孔位的紧固零件单侧单孔损坏,零件沿着中线位置左右对称,获取单面尺寸后可以通过外轮廓尺寸和扫面的厚度构建损坏零件的三维数模,如图4所示。为了保证扫描零件的厚度,将零件大尺寸面垂直于转台放置,采用工作转台自动旋转进行扫描。零件扫描完成后,测量零件厚度即极限点尺寸,创建零件对称平面,删除损坏零件一侧的点数据,通过数据对称操作,完成零件三维建模。
3) 复杂结构件光学测量
复杂结构件是指结构中有多曲面或滑槽等特征的零件,多曲面或滑槽是装配的主要参数,在缺少原工装夹具的情况下难以保证曲面或滑槽的尺寸,应用光学测量方法建立零件三维模型,通过数控制造可以有效解决这一问题。
以结构相对复杂、具有曲线形状滑槽、超出一次扫描成型范围的零件为例,如图5所示。将零件大尺寸平面在旋转台上固定时零件出现倾斜,导致零件与转台由预期的面面接触变为面线接触,许多特征尺寸不能一次扫描完成。
选择配对点扫描方式,即每次手动完成对焦和扫描。但是两次扫描数据有相对重合的特征,提取特征位置对多次扫面数据进行拼接完成扫描,为了提高扫描范围的精确度,可在零件周围放置辅助物品提供特征点(如标识贴等),扫描过程中只要辅助点与扫描面前后位置有重合,零件和扫描设备就可以任意处置。使用配对点扫描可以将拼接完成的数据内重复的部分删除,减少数据量,提高零件三维建模效率。
2.2 零件辅助检测应用
零件辅助检测方法主要指通过图样正向建立零件三维模型,再运用光学测量方法扫描零件得到逆向三维模型,将上述两个模型进行对比,分析两组数据的实测值与偏差,实现对零件的辅助检测。
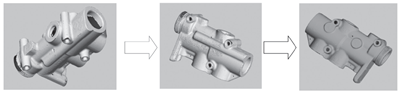
图3 铸造零件光学测量数据

图4 磨损零件光学测量数据
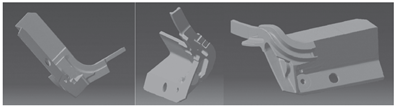
图5 复杂结构件光学测量数据
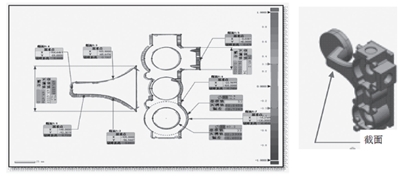
图6 检测截面

图7 对比检测数据
如图6所示,在同一工作平台下,导入正向建立的零件三维模型与光学测量得到零件三维模型,选择合适的基准将二者数据重合。在检测数据时,选择检测截面上的7个截面位置点进行分析,检测得到距离差值为-0.8790~0.8531mm,标准要求公差在±0.3mm,所以7个截面位置点的尺寸图5 复杂结构件光学测量数据都符合要求。如图7所示,特征点选择了2个半径尺寸和2个长度尺寸,半径尺寸基准值为53mm和33mm,实测值为52.2561mm和32.3999mm,偏差值在公差范围内;长度尺寸的实际测量值也符合公差要求。
3.总结
光学测量方法可以解决传统零件的制造难题,保障了飞机修理过程中对零件制造的需求。通过光学测量技术还可以对比任意截面的任意尺寸,无盲区地测量零件的表面特征信息,为零件的检验提供了有效的方法。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

